| |
| |
| ����� ��ͭ����ѹ�� |
| |
|
| |
����ѹ�������츲ͭ�����ճ��͵Ĺؼ��豸��ѹ�����ȵĺû������ʵĹ��ղ������Ʒ������������Ҫ�����á����ڸ�ͭ���ѹ�ƹ��̣��ǽ�һ�������İ�̻�Ƭ��Ϳ��ͭ�����ڲ���ְ幤װ�У����ڼ��Ȱ�䣬ͬʱ���������ѹ���а�����Ҫ�����ѹ�ƣ������ֳƲ�ѹ������������ѹ�ƹ����л�������м���ѹ�Ƴ��ͣ��ֳ�Ϊ��ѹ����
���� ���ո�ͭ��ѹ�ƹ��̴��ڷ���ջ����״̬����ͭ��ѹ���ɷ�Ϊ�����ѹ������ʽѹ���������ѹ����������ý�ʵIJ�ͬ���ֿɷ�Ϊ�������Ⱥ͵����ͼ���ѹ����������ѹ�Ƶĸ�ͭ��Ĵ�С�����ɷ�Ϊ����ѹ����˫��ѹ������������90���֮ǰ��ѹ��һ����õ��������ѹ�������������ȡ�90���֮��������ѹ�����õ����ͼ��ȣ�˫��ѹ������ر����á�
���� һ����ͭ��ѹ���Ľṹԭ������ؼ���
���� ��ͭ��ѹ���ṹ�ļ�ԭ����ͼ3-5-1��ʾ��
��������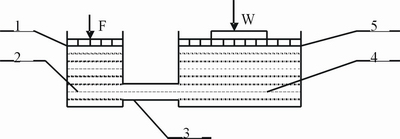
������������������1��5�������� 2��4��Һѹ�ף� 3���ܵ�
��������������������ͼ3-5-1 ��ѹ��Һѹ�ļ�ԭ��ͼ
����ͼ��������ֱ����С��ͬ��Һѹ��2��4�����ڸ���һ�����ڱڽ�����ϵĻ���1��5������������ڸ������ɣ���ĥ��������������Һ���ֲ���ͨ����ϴ�����й¶����2��4����ǻ��һ�ܵ�3����ͨ�����ж�����Һ�塣Һ�����ܱ������ڣ��������5�����������ʩ��W������1��ʩ�ӵ�F���ﵽһ����Сʱ��������ֹ����W�½���Ҳ�����ܷ������е�Һ����Դ�������������1��F�������������˶�ʱ������W����֮�����˶������ԣ��ܷ������е�Һ�岻�����Դ������������Դ����˶����ڴ��ݹ����У��ܷ�������Һ���ܵ���ѹ����һ��ѹ����Һ��ѹ���������ڻ����ϣ�����1��λ������ܵ���ѹ��Ϊ
��������������������������
��������5��λ������ܵ���ѹ��Ϊ
��������������������������
����A1��A2�ֱ�Ϊ����1��5�������
��������������ѧ����˹�����ɣ���ƽ��Һ����ijһ���Һ��ѹ����ֵ�Ĵ��ݵ�Һ���ڸ���������ˣ����У�
����������������
����Ҳ����˵����˵���������˵���֮�ȵ������������֮�ȡ���ͼ��ѹ��Һѹ�ļ�ԭ��ͼ�е�С�����൱����ѹ���ĸ�ѹ�ã�������൱����ѹ���Ĺ��������������Ϲ�ʽ���Եó���ѹ���ܶ�λ����ʽ��
������������������������
����ʽ�У�P��Ϊ��ѹ���ܶ�λ��
����������P���������ѹ����N/M2����
����������A2�����������m2����
������������������������
����ʽ�У�DΪ����ֱ����m���� NΪ����������
����ʹ����ѹ��ʱ�����ѹʱ����ȥ�����ڹ��������˷���ĥ����������ʧ�⣬����©����ѹ���������ѹ����ѹ��һ��Ҫ��������ѹ��С10��15%��
����ѹ���Ľṹʾ��ͼ��ͼ3-5-2��ʾ����Ҫ�л��ܡ��϶��塢��ѹ�塢�¶��塢����ɡ���Ȼ���м��ȡ���ȴϵͳ����ѹϵͳ��������ȣ����ѹ���������ϵͳ��Ŀǰ��ͭ����ѹ���Ļ��ܣ�һ�㶼Ϊ��ܽṹ����ṹ�����췽�㣬�С�С��ѹ������Ϊ����ʽ�ṹ����ṹ���ӣ�������ѣ���ѹ�����п�������ͨ�����ͻ��������м��ȡ���ѹ��ĺ�ȺͿ��IJ��������У������������¶Ⱦ�������ֱ��Ӱ�죻���е��ס�˫�ס��ĸ���������ʽ����ͭ������ѹ������Ϊ����ʽ�ף���ͨ��Һѹϵͳ��ѹ���ṩѹ����
����������������
����1-���ܣ�2-�϶��壻3-���Ȱ壻4-�¶��壻5-��
����������������������ͼ3-5-2 ѹ���ṹʾ��ͼ
���� ѹ������Ҫ�������ܣ�����3-5-1��
������������������������3-5-1 ѹ������Ҫ��������
�� �� |
��λ |
1500 ��ѹ�� |
2000 ��ѹ�� |
���ѹ�� |
ţ�٣�N��
�֣�T��
|
147��107
1500 |
196��107
2000 |
���λѹ�� |
������Mpa��
���̴���ѹ(kgf/cm2)
|
12.3
125 |
7.8
80 |
��ѹ��ߴ磨���������ߣ� |
����mm |
1300��1200��60 |
2200��1150��62 |
���� |
�� |
20 |
20 |
ÿ��վ� |
����mm |
100 |
150 |
ѹ����ֱ��/���� |
����/��mm/�� |
��400/4 |
��300/8 |
�ͱ���������ѹ�� |
������Mpa��
���̴���ѹ(kgf/cm2)
|
29.4
300 |
35.3
360 |
����������ѹ�������ߣ�Ӧ��������ѹ����ѹ���㣺
����(1)����ѹǿ����λ������ܵ���ѹ������λ�Ļ��㣺
����ѹǿ�Ĺ��ʵ�λ��Ϊ��(��˹��)��������1����pa��=1ţ��/��2 (N/m2), 1Mpa=106pa��1kgf/cm2=9.8��104 N/m2��ţ��/��2��pa����0.1 Mpa(����)�� 1Mpa=10.2kgf/cm2
��������ѹ����λ���㣺1ǧ�ˣ�kg�� =9.8ţ�٣�N�� 1ţ�٣�N��=0.102ǧ�ˣ�kg��
���������Ƿ���������λ�Ļ��㣬������鸽¼�������Ƿ���������λ�ͻ���ϵ������
������2�����㹫ʽ
��������ѹ����ʽ����֪ѹ���Ķ�λ����Ӧ��λ����ѹ���������ʽ��

���������������ʽ����֪����ֱ���Ͱ����ѹ�������������ʽ���ѹ��
����
�������л������=��R2 .n ����ΪԲ����3.14159 ,RΪ�����뾶m��nΪ��������
����������ѹϵͳ����
������ѹϵͳһ�㶼����ѹ�������ϼܣ�Ҳ��װ����������ϼܣ�Ҳ��ж����������ϼܣ������Ͳ���ϵͳ��ɣ���ͼ3-5-3��
������������������������������ͼ3-5-3 ��ѹϵͳ
������һ������ѹ�����
������ѹ��һ�����Ĵ���ɣ���ͼ3-5-4������Һѹϵͳ�����Ȱ�ͼ�����ȴϵͳ�����ϵͳ������ϵͳ
��������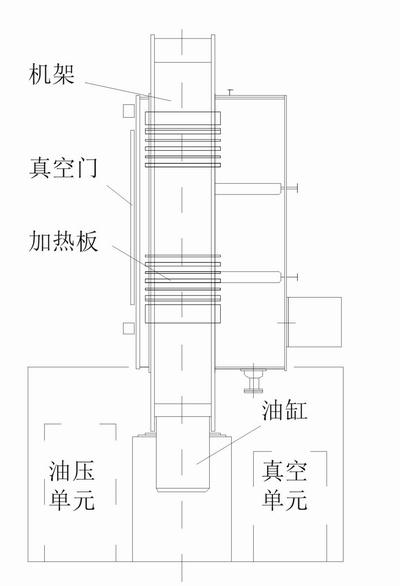
��������������������������ͼ3-5-4 ��ѹ��
����1����Һѹϵͳ ��ϵͳ���ݹ���Ҫ���ṩ��ѹ����������IJ�ͬѹ��������ѹ��λ���еײ��Ͷ���2�ַ��÷�ʽ:
������1��. �����ڵײ� ���ַ�ʽ�Ǵ�ͳ��ʽ����������ŵ��ǿ��Բ��õ���ʵ�ֺܴ��ѹ�������ڴ�ѹ��ѹ���ߴ�1000�֣�����һ�㶼�ڧ�650mm���ң�����������£�������ѹ���ײ�������ѹ�������³�����һ�ֺ�����ơ����������ִ�ѹ���Ŀ��������Ƚ϶࣬���г̼��ܳ��ȱȽϴ������װ�ڵ�������ѹ��������һ�����ھͺܸߣ������ڲ�����ά������������ѹ�����ױ������ڵؿ�֮�У���װ֮ǰҪ���ڵؿӡ�
����1UP��������ͭ�壬����ͭ�峧�Ը�ͭ��岻�÷��С���ѹ�������õ��ף�������2UP��˫����ͭ�壬��ͭ�峧����Ը�ͭ��һ��Ϊ������ѹ���������2����2�����ϴ��ס�ѡ�ö�����ٸ�����Ҫ������������ȷ������Ʒ����ѹ������ѹϵͳԪ�����������ܳ��ܵ�ѹ�����豸�����̱����ļӹ�������
������2��. ������ѹ������ ���ַ�ʽ������OEMΪ���ͣ���������ѹ���ײ�������һ��������ɵ�ѹ�����ڶ���Ҫ��4������ʵ�֡����ַ�ʽ�����ŵ�������۴�Сѹ���������ڵؿӣ�����ֱ���ڵ����Ͻ�ѹ����λ��װ�ã������ȱ�����������ѹ��������ά�ޡ������Ƚ����ѡ�
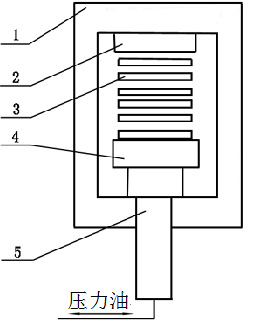
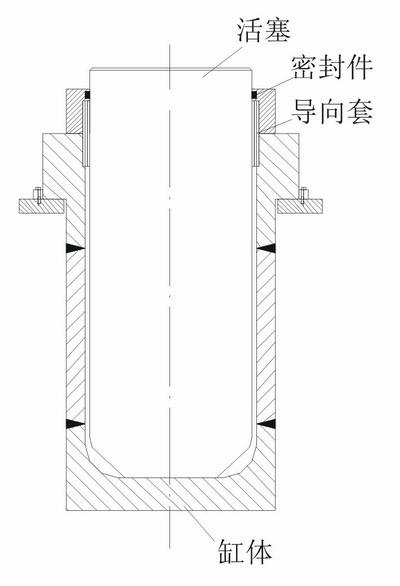
������3��.�Ľṹ����ͼ3-5-5�� ����Ҫ��.���塢.�������ܷ�����������Ĵ���ɡ�
���� �ٸ��� ����һ��ѡ��45#�����죬������Ըֲĵ��ʴ�����HBS241~285��
���� �ڻ��� ����������ĥ����������ɣ����治��Ҫ�⻬������Ҫ��ĥ��Ŀǰ����ѹ����KITAGAVA��SIEMPKAMP֮�����ӹ���ȫ�ﵽ���漶0.05�̶���Ӳ��Ҳ�ﵽHRC48���ϡ�
���� �۵����� �����ײ���һ��Ϊ��ĥ��ͭ�������ֲڶ�Ϊ0.63�̣�����Һѹ�������ס�
���� ���ܷ������װ�� ���á�Y�����ܷ�Ȧ��
����������
��������������������������ͼ3-5-5 �ṹ
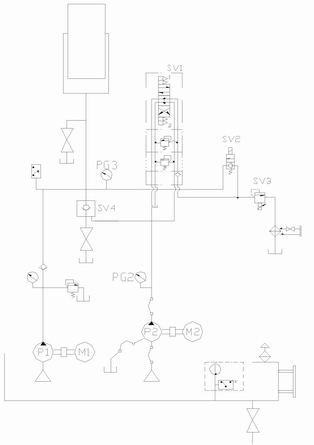
������4��. ��ѹ����Һѹϵͳ ��Ʒ����Ҫ��ѹ����ѹ�����ȶ��Ծ��ȣ�����ͨ��Һѹϵͳ��ʵ�֣�����Һѹϵͳ�Ƿ�ɿ���ѹ���dz���Ҫ�����츲ͭ���ѹ��Һѹϵͳ�����ϴ�ͬС�죬����Ϊ��2��Ŀ�ģ�A-��������״̬�¾�ȷ����Һѹϵͳ��ѹ����B-�ڳ����쳣���ʱ��ϵͳ�ܱ�ѹ�������ֶ���ѹ������������ͼʾ3-5-6ҺѹϵͳΪ��������Һѹϵͳ֮����ԭ����
����Һѹϵͳ��Ҫ�ɸߵ�ѹ�á�����������ѹ������ȫ�����������䡢��������Ԫ������ɡ�
���� �ٸߵ�ѹ�� ��ѹ���ں�ģʱ�����״���Ҫ���ṩ����������ѹ����Һѹ�ͣ�������ģ��λ������ҪС���ͼ�ѹ��ѹ���������һ���ͱã�����Ҫ����������ѹ���ԱõĹ��ʱ���ѡ�ܸߣ�ͬʱҺѹ���ڸ�ѹ�������������ȣ�����ʱ��Ӱ��ҺѹԪ����ʹ�����ܡ�����Ŀǰ���еĴ�����ѹ�������øߡ��ͱ÷ֿ�����ѹ���ṩ��������������ѹ���ṩ��������ѹ��
������������
������������
P1-��ѹ�� P2-��ѹ�� SV1-����ŷ�
���������� SV2-ͨ�Ϸ� SV3-������ѹ�� SV4-��ģ����
����������������������������ͼ3-5-6 Һѹϵͳ
������ ���� ����SV1����ѹ����ģ�Ϳ�ģ��SV2�����ڽ���״̬�£���ͣ��������ױ�ѹ��
������ ������ѹ�� ��ѹ��Һѹϵͳ��ѹ�����������趨�������ɱ�����ѹ����ʵ�ֵġ���ԭ����DCP�����ʷŴ���һ���źţ�ͨ�����ʷŴ�����������ѹ����ͬ�ĵ�ѹ��������ѹ�����յ�ѹ���������ֵ����ijһѹ��ֵ������·ѹ���������ֵʱ���ͻ������ص����䣬���DZ�֤����·ѹ��Ϊ�趨ֵ��
������ ����Һ�ص��� ��ϵͳ������4��֮�࣬��Щ������Ϊ�˷�ֹ��Һѹ��й©�����е���SV4��Һ�ص���������SV1��Ȧ2�е�ʱ������SV4���ܶ�����������·�������������������¶��½���ʵ��ѹ����ģ��
����2�����Ȱ�ͼ�����ȴϵͳ
����������ͭ�����ȷ�ʽ��������ѹ�⣬����ѹ���Բ�Ʒ���Ⱦ�����Ȱ塣
������1��.���Ȱ�ṹ ���Ȱ�ṹ���������¼��֣���ͼ3-5-7��
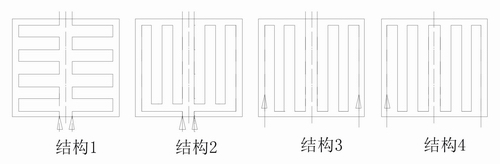
����������������������ͼ3-5-7 ���Ȱ�ṹ
��������˫��·���Ȱ�����ڴ�ѹ�����������������Ȱ�һ��������С��ѹ���������ǶԼ��Ȱ��¶Ⱦ�����Ҫ�ߵ�ѹ������������Ȱ�ĺ����60mm���ձ�KITAGAWAѹ����1UP�����Ȱ�ֻ��50mm���Ȱ��ڿ�һ��Ϊ��22-��32 mm��
������2��.���Ȱ徫�� ѹ���Ȱ徫�ȶԲ�Ʒ������Ҫ���ã�Ŀǰ��������Ҫѹ���豸��Ӧ������Ȱ�ƽ��Ⱦ���0.04-0.05mm/m֮�䡣Ϊ��Ч�������Ȱ���棬�ڼ��Ȱ��ϱ����ϼ�װһ��Ӳ�Ƚϸ�����ĥ�ı����塣�ڼ��Ȱ�ǰ�����й���������BOOK����ѹ�����ڼ��Ȱ���е����֣���ʹBOOK�����ڼ��Ȱ��м䡣
������3��.���ȷ�ʽ ѹ�����ȷ�ʽ���������ȡ������ͼ��ȡ�.����ȼ�ͭ������4��
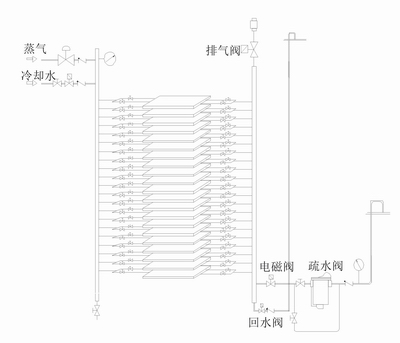
������ �������� ����ѹ���������������ȣ���ˮ��ȴ����ṹ��ԭ����ͼ3-5-8��
������������ϵͳ���� �ɽ�������������ˮ�����ع�¯������ˮ������ˮ�������������ȹ��ɡ�
��������ԭ�� ���Ȱ����ͨ��װ���Ȱ��ϵ��ȵ�ż����Ȱ��¶ȣ����ƽ��������Ŀ��ȴ�С�����Ƽ��Ȱ��¶ȡ��ڼ��ȹ����У��Ȱ��еĻ�ˮ��������ˮ����������ˮ�ﵽһ���̶Ⱥ���ˮ���Զ�������ˮ�Żع�¯��
�������Ȱ���ȴ ͨ����ȴ��ˮ�ص�ˮ����ȴ����ѹ���Ȱ�ͨ��ȴˮ֮ǰ�����뽫�Ȱ��е�����Ԥ���ſգ���ͨ����ȴˮ����������ˮ��ײ����
�����������ȵ���ȱ�㣺ѹ�����������ȣ���·�Ƚϼ�Ҳ����������Դ���Ͷ�����ֻҪ�������������Ȱ�Ķ��پͿ��Կ����Ȱ�֮�¶ȡ�ͬʱ�Ȱ���·����©ˮ����ά�������ȽϷ��㡣�豸���н�Ϊ��ȫ��Ͷ���١������������ȴ���һЩ����ȱ�㣺�Ȱ������ٶ���������¶�һ��ֻ�ﵽ160��170�ȣ����¶�������ѹ�仯�����ȶ����Ȱ�����¶ȷֲ������Բ����룻�Ը�ͭ��IJ�Ʒ��������������������ˮ�Բ�ͬ����Ȱ��²�Ӱ��Ƚϴܵ�ѹ����������190��ʱѹ����15kg/cm2���������Ҫ����������¶ȣ��Ʊ�Ҫ�������ѹ������ͶԹܵ������ŵ��������Ҫ�����������ȣ��Ƚ��˷���Դ���ڼ��Ⱥ���ȴ�����д���������ˮ��Ҳ�����ŷ������������߶���������˷ѡ�
��������
����������������������ͼ3-5-8 ѹ���������Ƚṹ
������ �����ͼ��� �����ͼ���ѹ���ɷ�Ϊ����һ������ȷֿ����ַ�ʽ��
��������ϵͳ������ϵͳ��Ҫ������¯ϵͳ���¿���������ɡ�����¯�ṩѹ������Ҫ�����ܣ�����ѹ��������ʱ��ʱ����Ҫ�������������ڱ��»���ʱѹ������Ҫ������������Ҫ��������ѹ�����������������ѡ��¯���Ʊ���ɹ�¯̫������ѹ������ϵͳ��Ҫ�䱸���ȹޣ��ȿ��Լ��ٹ�¯���ʣ��ֿ��ڹ�¯�й���ʱ�д�������������
������ȴϵͳ������һ�壩������ȴʱ���ȹ��еĵ����ͺ�ѹ���е����ͻ��Զ����ϣ��Ѿ�������ѹ���еĵ�����ͨ���Ƚ������е���ȴˮ�������������Ȱ���ȴ��һ��ƽ�ȵĹ��̣����ַ�ʽ���Ȱ�Ͳ�Ʒ���������������Ƚ�������˵�����ڸߴ�200�����ϵĵ����ͺ͵��µ�ˮ���н����������Խ���������˺ܸ�Ҫ������������һ��Ҫ�á�
����Ϊ�˽�Լ��ˮ��������ȴ����һ�����ѭ��ˮ��ȴ��
�������õ����ͼ��Ⱦ��������ŵ㣺�Ȱ������ٶȿ죨����¶�һ��ɴﵽ200�ȣ���������ȴʱ��̣����ѹ�������ʣ�ÿ̨ѹ������Լ����30%�����Ȱ��¶Ⱦ��ȣ�����¶�Ҳ���ȣ���������ʵ���Ȱ��¶�����ڡ�1.5��ȣ���ʹ��ͭ�������ɫ��һ�µġ�ɫ�����õ��Ϻý�����ܵ�ѹ��С���¿��ȶ�����ȫ�ɿ���������ʴ�ܵ����¶ȿ��������ܸߣ������Ϳ���340����£���¯�����յ�300�棬����ʹ���¶ȿɴ�270�棻������ѭ��ʹ�ã���ˮ������Ⱦ�����⣬�����������Ҫ����Լ50%��Ͷ��Ҳ���٣�ʩ�����㣬ϵͳ����ȫ�Զ������ƣ������ͼ��ȵ����ȱ����ǹܵ���Ը��ӣ���Ҫ�ͱúͷ��Ž϶࣬��·�ӹ�Ҫ���ϸ�����Ƶ����ͼ��ȡ�����ϵͳ��
������ ����� �÷��Ȱ�ֱ�Ӽ��ȼ��Ȱ壬���ַ�ʽ�Ȱ��¶Ȳ��ÿ��ƣ��²�ϴ��Һ��ܽϸߣ������õ����һ������С��ѹ����������ѹ����
����3�����ϵͳ ѹ��������ռ�������Ҫ���ܣ����������״̬�£��ܽ���̻�Ƭ�̻������в��������ݸ������ų�ȥ������ѹ�Ƹ�ͭ����ѹ�����Ӷ����ٸ�ͭ�����������߸�ͭ�������������������ͭ�弸�����������ѹ�ƣ�ֽ����ͭ������ҲԽ��Խ��ز������ѹ�ơ�
�������ϵͳ��Ҫ������Ҫ��
������1��. �������ȫ�ܷ⣬����Ҫ��ѹ��������㹻ǿ�Ⱥ����õ��ܷ����ܣ�����Ҫ������ţ�ά���ŵȾ������õ��ܷ����ܣ�
������2��. ����չܵ������ž������õ��ܷ����ܣ�
������3��. ��ձþ������õ����ܣ����㹻�ij����������Ŀǰѹ������ն�Ҫ��ܸߣ����������һ��Ҫ��5��6min���Գ鵽30torr��������տ��Գ鵽10torr���ϡ�����ձõ�ѡ���ϴ����ѹ������KITAGAWA��OEM��ACCUDYNE��ѹ��������BUSCH��˾��������ձã�BUSCH�����ܲ������ṹ��ά���㣬������BUSCH����ҶƬ�ã���Ҫ���õ������ܣ��������ʱ�����е�ˮ����������ձ����У������ձ����������黯����̼�������ʹ��ҶƬ�ͱ��������ܼ������γɶ���ѭ�������ҶƬ����ĥ�������������������Ҫ�����ձý��о���ά�����ر���Ҫ��ǿ����ձõ���ˮ������
��������һ����ձþ���ˮ��ʽ��ձã����ֱ����ʺϲ�ѹ������ա���Ϊ������������ʴ�������⣬ֻ��������ձ�ʹ�������Ƚϸߣ���Ҫ��ȴˮ��Ҫ��5�棭15��֮�䣬����ˮ���ó������Ҫ�������Ҳ�Ƚϴ۸��ֹ�����Ŀǰѡ����ձôӹ���ɱ����Ǵ����ѡ��BUSCH�á�
����4������ϵͳ ��ѹ����ҪҪ����ѹ�����¶�2���������е�ѹ����������նȡ�ѹ�����¶�2�������仯�����õ��Կ��ƣ� KITAGAWAѹ�����õ��Կ����⣬��������DCP�����ơ�
���������������ϼܺ����ϼ�
����1���ṹ ���������������ͻ������м���ɡ�
����2��ԭ�� ���ϼ�ͨ������������1�������Ϻõ�BOOK����װ��������Ȱ�֮���ѹ�Ƶ�10�����ϸ�ͭ���ϣ�ÿ�Ÿ�ͭ���϶���װ�����鲻��ְ幤װ�С�����������ͬ��߶ȣ��������ͻ�����BOOK�ͽ����ϼܵ��м��ϣ����ϼܷ��Ϲ������������½��еġ����ϼ��������¶����ɴ��ͻ���������������һ����BOOK�����ϼ�ȡ�������͵������߲���ȥ��塣
���������������ϳ�
����1������ �����ϼܵ�BOOK�͵�ѹ�����ֽ�ѹ�Ϻõİ�����ѹ���͵���ѹ������ѹ��������һ��ѹ����ȴ�õİ��͵����ϼܡ�
����2���ṹ��ԭ�� ���ϳ�����AC�����������ƣ�ֻ�е����ϳ�ȷ��ѹ���������ϼܣ����ɶ�λ����ȫȷ���������ϳ��������Ʊۺ��ṳȡ��BOOK���ṳ�е�����˫��֮�֣�˫��ȡ��BOOK��ȷ�����ṳ��ס�а�����Ʊ��������ȡBOOK������ѹ���Ʊۺܶ��˿�˻���ֳ���������������������ڻ����϶�������ʵ������������
�������ģ�������ϵͳ ����ѹ�������ϼܡ����ϼܡ����ϳ����ж�����������PLC���ƣ�����ȫ�Զ�������ж�����
�������壩��ѹ�����ȵIJ���
������ѹ�����ܵ���������ͬ�豸��Ӧ�̺��豸ʹ�ó��Ҷ��в�ͬ���������Ȱ��¶ȵķ�����һ���һ�������Ȱ�����Եķ�������в�ͬ��
����1��ѹ��ֽ�ⶨ�� ���ַ����������Ȱ����Ȱ��м�����¸�2��ţƤֽ��ţƤֽ�м��һ��ѹ��Ӧ��ֽ����̬�°�ɫ�����ں�ģѹ��״̬�£���ѹ��ֽ����ɫ�ij̶ȣ���Ϊ��ɫ����ɫԽ��ѹ��Խ�������Է����Ȱ�����ԡ�
����2����дֽ�ⶨ�� ���ַ�����ѹ��ֽ����һ����ֻ�ǽ�ѹ��ֽ�����˸�дֽ��Ҳ��һ�ֶ��Բ��Է�����
����3��Ǧ���ⶨ�� ���ַ�������Ǧ�������Ȱ����Ȱ�֮�䣬�����Ҹ���һ�����ں�ģѹ�������£�Ǧ����ȷ������Σ��ٽ�Ǧ�����Ȱ��м�ȡ������ǧ�ֳ߲���Ǧ��ǰ�к�ͬ��ĺ�ȣ������Ϳ��Զ�����ü��Ȱ�����Ե����ݡ�
����4���¶Ⱦ����Բ��� �Ȱ����¶Ⱦ���ѹ�����е�����ʾ��������ԡ�ֻ��ͬһ���Ȱ��¶Ⱦ���������ԡ�����������һ����Ԥ��һ��BOOK�����BOOK�����а塢�ǰ��������ţƤֽ���������ȵ�ż������ţƤֽ�м䣨�ֲ��ڰ�Ľǻ����ĵ㣩�������ȵ�ż�߽���ѹ��Ԥ���ľŸ����½ӿڻ��Ա����¶Ȳ����ǣ�����ѹ�����Ի�����ǾͿ�����ʾ����¼ͬһ���Ȱ岻ͬ���������������Ȱ��¶��ȶ����Կ���Ҫ��ľŵ��²������
����������ͭ��ѹ��ϵͳѡ��
����1����ͨ�ĸ�ͭ������ѹ��ϵͳ
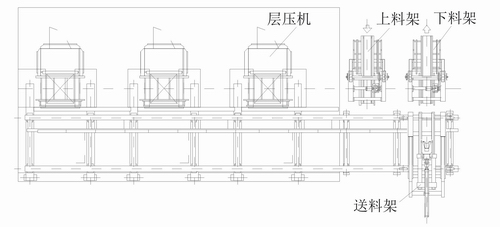
������ͭ���ѹ�ƹ��̣����뽫ÿ�Ÿ�ͭ�����õİ�̻�Ƭ��ͭ�����������鲻��ְ幤װ֮�䣬�ٽ�10�����ϸ�ͭ��IJ���װ��������Ȱ�䣬����ͭ��ѹ�������¶���䣬��20-40����Ȱ�ĵ��䣬��ÿ���һ�Σ�һ���һģ��ѹ�ƣ��Ϳ������200-400���Ÿ�ͭ�塣���Խ�װ�塢ж�幤��������������װ�����ж���������ͭ���������ʱ��һ̨ѹ����һ̨װ�����һ̨ж������������ϴ��͡������ϡ��ְ幤װ���͡���ϴ�ȵȹ����������ֹ���ɡ�����������ͼ3-5-9��ʾ��
������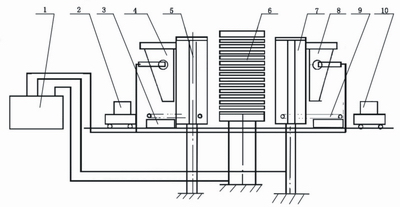 ���� ����
����
1-Һѹϵͳ��2-ж�ϳ���3-��ʽ�������4-ж����������5-ж�����
������6-��ѹ����7-װ�����8-װ����������9-��ʽ�������10-װ�ϳ�
����������������ͼ3-5-9 ��ͨ�ĸ�ͭ������ѹ��ϵͳ
����2��������һ�䡱ѹ����
����ͼ3-5-9��ϵͳ����ͭ��ѹ�ƹ��̵ļ��Ⱥ���ȴ����ͬһ̨ѹ������ɣ���������Ч�ʵ͡�������ʧ���ʺϹ�ģ���������������������ﵽ��һ����ģʱ��һ���ж�̨ѹ��ͬʱʹ�ã����á�ѹ����ϡ��ķ�ʽ����ѹ��������ǰ��ͼ3-5-3��ʾ�ľ���һ�������ʽ��
����Ŀǰ�Ƚ����еĴ��䷽��һ������̨ѹ��һ����һ�������ߡ��ڸ�ͭ���ѹ�ƹ����У����ݹ���Ҫ���м��Ⱥ���ȴʱ��Ĺ涨����ͬһ����Ʒ��ѹ��������ʱ�䳤����ȴ��������ʱ��϶̣�����ʱ���Լ����ȴʱ���һ������������һ����Ҫ����ص㣬�������ˡ�����һ�䡱ѹ����ϣ�2̨��ѹ����1̨��ѹ����������3̨ѹ�����¡����¡���ȴ������������������ԴҪ���������Ҫ��ŷ��ѹ����Ӧ�̴ӽ�Լ��Դ�Ƕȳ�����һ����� ������һ�䡱���飬��ͼ3-5-10��ʾ�����ձ����й�̨����豸��Ӧ�̣��ر����ձ�������豸��Ӧ�̣������㸲ͭ�����칤��Ҫ��Ϊǰ�ᣬҲ�в�������һ��ѹ���ġ�
�������ȷֿ�������һ��Ƚϣ����ȷ������������ƣ�������ѹ��ʼ�ձ����Ȱ��ڱȽ��ȵ�״̬�������˷����ܣ�������ӽ��ܣ���ѹ������Ҫ�����ƫ�ͣ��ӹ���������һЩ��ͬ����̨ѹ���� 2��1���3̨����һ��ѹ��Ͷ�ʳɱ��͡�
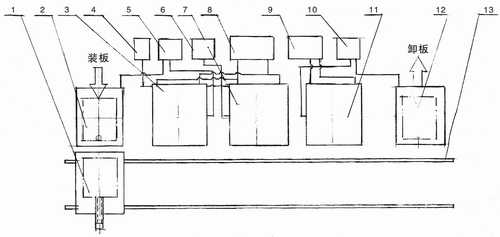
����1���ƶ������峵 2��װ��� 3��1�������ѹ�� 4�����ϵͳ 5��1��Һѹϵͳ 6��2��Һѹϵͳ��7��2�������ѹ�� 8������ϵͳ 9����ȴϵͳ 10����ѹ��Һѹϵͳ 11����ѹ�� 1��2ж��� 13���ƶ�����
����������������ͼ3-5-10 ��ͭ���á�����һ�䡱ѹ����
����������һ�䡱ѹ�����У���̨��ѹ����һ̨��ѹ������һ���ƶ������峵����20��ѹ��Ϊ����������豸���м�����£�������Ҫ���Ʒ���Ϻ����װ��װ���2�У�װ��20��Ϊһģ��Ȼ�����ƶ������峵������һģװ�õİ���ͬ���ذ�һ���װ����������ư峵�ϡ������ƶ������峵�����ѹ��3��ѹ��7�������ϵİ�����ѹ���а�����Ҫ�������ѹ���͡����ͺ��ģ�������ƶ������峵����������ʱ������ѹ��11�н�����ȴ���͡���ȴ������ɺ������ƶ������峵����������ʱ����ж���12�����ж�塣������������ʹ�õ��豸��װ���2���ƶ������峵1����ѹ��3����ѹ��7����ѹ��11��ж���12���йظ����豸��ͳ�ơ�����һ�䡱ѹ����ϡ���ͼ����ʾ�⣬�����¶ȡ�ѹ��ָʾ�����ϵͳ�����ϵͳ����ѹϵͳ������������ֲ���PCװ�ã����ʵ��ѹ��ȫ���̵��Զ����ƣ��Ӷ�ȷ����Ʒ��ѧ�����Ż�������
������������������һ�䡱ѹ������������ص��Ҫ��
������1���ص� ��
�����ٲ�Ʒ�ļ��Ⱥ���ȴ�ֱ����ȡ���ѹ���н��У�����Ч�ʺͲ�����Խϸߡ�
�����ڽ�Լ��Դ����ѹ���е���ѹ�岻��Ҫ��ȴ����
�������ڹ�ģ����������IJ����У��豸ռ������٣�Ͷ�������һЩ��ͬʱҲ����ʵ���Զ�����ˮ��ҵ������
���豸���ý�Ϊ�����������ʸߡ�
������2�� Ҫ��
�����ٲ�Ʒ�Ĺ��գ�����ʱ�������ڻ������ȴʱ���һ����
��������̨ѹ��������ߡ����ࡢ����������ͬ�� |
| |
|
| |
| |
|
|
�� �ȵ����� �ȵ����� |
|
|
|