�����ڻ������˲���ͭ�����������У����˲����Ͻ����Ͻ����������B�ס�����ν��B�ס�����ָ�߷����������൱���ֽ���������ʱ�˿������Բ��ִ��ڿ��ܡ�����״̬�������ְ��Ʒ���׳ư�̻�Ƭ��ճ��Ƭ����̻�Ƭ��������;��һ��ֱ������ѹ�Ƹ�ͭ�壬ͨ����Ϊ��̻�Ƭ��һ��ֱ����Ϊ��Ʒ���ۣ���ӦPCB�������ڶ��ӡ�ư�IJ��ճ��ѹ�ϣ�ͨ����Ϊ��Ʒ��̻�Ƭ����Ӣ������ֻ��һ��prepreg��
������̻�Ƭ��ճ��Ƭ�����������������ĸ�ͭ�弰���ӡ�ư������Ӱ��ܴ��������������߸�ͭ�弰���ӡ�ư���������Ҫһ��������̻�Ƭ��ճ��Ƭ������������֬�䷽ȷ�����Ժ���Ҫ���������Ͻ�������״�����������ռ����������豸�����������Ļ�����֧�ţ��豸���Ƚ������Ʒ�ĵ��μ���ҵ��չǰ��ϢϢ��ء�Ҫ��������Ʒ�ʸ�ͭ�壬�ͱ������Ƚ����Ͻ������������Ǿ��Ͻ����ṹ���豸���׳̶����̻�ƬƷ�ʿ��ƹ�ϵ����ϸ������
һ���Ͻ�����ѡ��
�����Ͻ�����������µڶ��ڡ�������Ҫ����Ͻ����պͲ�������������
�����Ͻ����Ǹ�ͭ�����������豸֮һ���Ͻ������ڻ����Ͻ����Ͻ�����Դ����һ���ɷ�������¯��������������¯���ǻ����豸�������Ͻ������лӷ��������ܼ�����ȼ�մ�����ʹ��ֽ�Ϊ����Ⱦ������H2O��CO2���ֽ������ڷ���¯��ȼ�ղ��������ܱ�������Ͻ������䣬���ں�ɻ��ģ������Ե���Ϊ��Դ���Ͻ��������������¯�Ǵ�����豸��ֻ�յ����������������գ�������������¯��������µھŽڣ�
�����Ͻ�����Ϊ��ʽ�Ͻ�������ʽ�Ͻ�������ʽ�Ͻ�������ǿ�Ƚϸ��ģ��粣�˲������Ͻ����ɡ���ʽ�Ͻ�������ǿ�Ƚϵ͵Ļ��ģ���ֽ�����Ͻ����ɡ���һ������Ҫ���Ƕ����������أ���һ��������ʽ�Ͻ������ԣ����Ľ��˽�Һ�Ժ�ֱ���������ƶ�����ʱ���н�Һ�Ļ����൱�أ��������Ǹɻ���������2��3�����Ͻ�������Խ�ߣ����˽��Ļ��ľ�Խ�ء������ֽ���ģ�ֽ�Ķ���ǿ�ȱȽϵͣ���ʪǿ�ȸ��ͣ��������ʽ�Ͻ�������ֽ���ģ�������һ���ػ�������ǣ���������£����ܻ���������ڽ������ǰ���ں����ж��ѡ����ԣ���ʽ�Ͻ�����������ֽ�����Ͻ�������������Ҳ��һЩ��ͭ�峧�ý�С����ʽ�Ͻ�����ֽ�����Ͻ���ֻ����������ñȽ�С��������ŵñȽ��������ڶ���������ʽ�Ͻ������ԣ���ǰ��ʽ�Ͻ������䶼����������ʽ�������������������������������ڿ����У�ʹ�䲻���й��Ӵ�����������Ⱦ�й�������������̻�ƬҲ���ᱻ�й���Ⱦ������һ��ʱ���Ժ��й��϶����������������̬�İ�̻�Ƭ�Ӵ�ʱ����Щ��������ױ�ճ����̻�Ƭ��ȥ��Ӱ���̻�Ƭ���������������ʽ�Ͻ����Բ��˲��Ͻ������ڲ��˲����п��۵ģ������������������������ң����˲��Խ�Һ�������Ա�ֽ�IJ���˽��IJ��˲��������ǰ��Һ��ͨ�������������˲����棬�γɶ����潺�����ֲ������ȡ�������Щ���˽�������δ��״̬�Ļ��Ľ������ʱ���������������£����۴���һЩ���ֻᱻ�������Ϸ��������˻��������潺�ֲ������ȳ̶ȣ���ˣ���ʽ�Ͻ����������ڲ��˲������Ͻ�����������������Ҳ��һЩ��ͭ�峧����ʽ�Ͻ����������˲�����Ե�弰FR-4��FR-5�Ȼ������˲���ͭ�塣Ϊ�˿˷������豸���ض��������Ӱ�죬����ʽ�Ͻ����Բ��˲��Ͻ����豸���Ͻ�����Ʋ�ͬ��ͨ���ṹ����Һ���䱸��Ҳ�����ı䣬��Ӵ�ҺŨ�ȡ�������������ҲҪ�����ɸı�������ϣ������������ϼ�ʵ���ϣ���ʽ�Ͻ�������ʽ�Ͻ�����;���������𡣵�������Ҳ�в�������ʽ�Ͻ�����ֽ�����Ͻ�������ʽ�Ͻ����Բ��˲������Ͻ���ʵ���������һЩֻ����ʽ�Ͻ�������ʽ�Ͻ����Ĺ���������Ҫ����ijЩ�²�Ʒ������ȱ����û�е���ʽ�Ͻ�������ʽ�Ͻ���ʱ��Ӧ��˵��ֻҪ���Լ����Ͻ����ԼӸ��켰�ⶨ��Ӧ�����������������Կ���������Ϊ���������²�Ʒ���ġ�
������ʽ�Ͻ������������ʽ���ṹ���̻�Ƭ������
������ʽ�Ͻ�����ָ���䴹ֱ�ڷŵ�һ���Ͻ�������������ʽ�Ͻ�������װ�ã�����ļ�����ʽ������Ľṹ��̻�Ƭ����Ӱ��ܴ��������֮��
������һ��������Դ
����1 ��������Ϊ��Դ
����������ͨ�������ں����ڵ��̹ܣ������ȷ�������ɽ������ġ�������������ȡ�ã��ɱ����������Դ����Ͻ����ڲ��ٸ�ͭ�峧�Ա�Ӧ�á��������¶���ѹ�������ȣ��統�����¶ȴ�180��ʱ������ѹ��Ϊ10������ѹ���������¶ȴ�210��ʱ������ѹ������20������ѹ����ըΣ���Ժܴ���������������������ʧ��������ʧ�ȣ���������������ȵ��Ͻ��������¶Ⱥ��Ѵﵽ180�档�������������˲���ͭ�彺Һ�г��и߷е��ܼ�������������Ϊ��Դ�������Խ���̻�Ƭ���ܼ��ӷ���ȫ����ˣ����������������˲���ͭ����ʽ�Ͻ��������䲻����������Ϊ��Դ��
����2 ���ȷ���Ϊ��Դ
�������ȷ�ֱ�Ӵ����̻�Ƭ���ȷ���Դ�ڷ�������¯�����Ƚ��������������͡����������ˮ���ȵ��ȿ���������ʽ�Ͻ����У���Щ�ȷ�������ɰ�̻�Ƭ�����⣬�������������á�������ּ��ȷ�ʽ����ʽ�Ͻ��������ձ���ã�����ʽ�Ͻ��������Ա��ձ���á�
����3 ������Ϊ��Դ
������������Ϊ������Դ������ͨ���������̹ܣ��ȷ���壩���������Ƚ���̻�Ƭ��ɡ���ǰ�ϳ����ȷֽ��¶���325�����ң�ֻҪʹ���¶Ȳ������ͷֽ��¶ȣ��͵�ʹ��������ʹ�ð�ȫ�Ծͺܺá��������ߵ��¶������Ͻ�����������Ҫ���Ǵ´����ࡣ���������ȣ��ڳ�ѹ�£����ܵ���ѹ������ʾ��ѹ��Ϊ���ͱ�����ѹ���������������������ˮ������ѹΣ���ԡ������������Ϊ�Ͻ�����Դ�ڵ�ǰ��Ϊ�ձ�Ӧ�á�
����4 �Ե���Ϊ��Դ
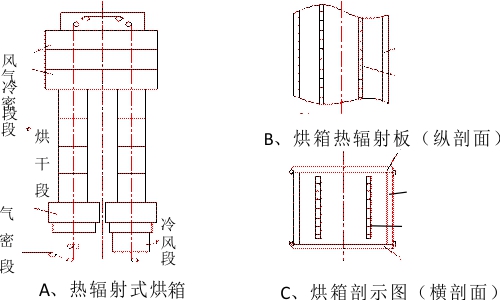
�����Ե��Ȱ�����Ȱ壨�������ɺ����ߵ��ȷ���壩���������Ƚ���̻�Ƭ��ɣ������Ͻ�������ṹ�ܼ������Ͻ����̺����г��������Ӱ�̻�Ƭ�ϻӷ���������ȼ�ױ��ܼ���������������ȫ�����������Ͻ��������Ҫ�㡣
����5 ������ʽ��Դ
�������ſ�ѧ�����Ľ�����������ʽ��Ϊ�Ƚ��ĸ�Ч���䣬���ѽ���ǧ�������ͼ�����������䣬����Ҳ���������ơ�
��������������ṹ���̻�Ƭ������ϵ
������̻�Ƭ��֬�̻��̶�һ�����Ǹ�ͭ����������������Ҫ����������ָ��֮һ��������������¶�һ����������أ��������ṹ���������ȷ�ʽ�����Ʒ�ʽ������ء�
����ǰ��������Ͻ��������ּ��ȷ�ʽ�����ӽṹ��˵����Ҫ��Ϊ�ȷ�ʽ������ȷ���ʽ���������ࡣ
����1 �ȷ�ʽ����
������������������������ͼ7-3-1 �ȷ�ʽ����ʾ��ͼ
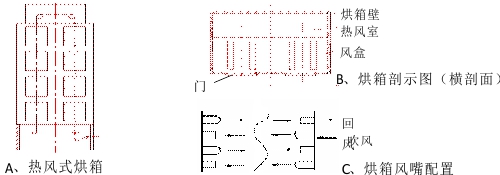
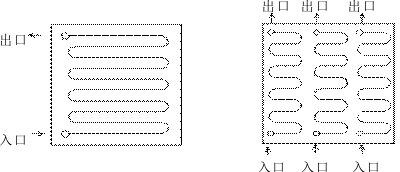
�����ȷ�ʽ����ָ������̻�Ƭ������Ϊ�ȷ磬�ȷ���Դ�ڷ�������¯���ɷ�����ȷ��͵������ȷ��ң����ɱ�Ƶ���ォ�ȷ����ȷ羭�ɷ��촵���̻�Ƭ�����ɻط�����ȷ��ң�ѭ��ʹ�á��ȷ�ʽ����ʾ��ͼ��ͼ7-3-1��ʾ��
�������ֺ��������ɽ���ɣ�ÿ����ʽһ��������Խ�࣬�����߶�Խ�ߡ���ʽ�Ͻ������ϡ�������ͨ���������ϡ���ͨ�����ȷ��Һ�����ͬһ������ȷ����ں���ĺ������Ҳ�ֱ��ǻ��ĵ���ͨ������ͨ��������������Լ100mm��ȵ����������²㣬�Լ�������ɢʧ��ÿ�ں������������Ҳ࣬�����ϡ���ͨ�����������ţ�Ϊ�豸ά�������á���Ϊ����ʽ�����������Ũ�ȹ��߶�������ѹʱ���������Զ���������йѹ����ֹ��ը�������ϡ���ͨ���������װһ�з��죬���ɶ��������ͻط�����ɣ�������ͻط����dzɶ����ġ���װʱÿ��ͨ����Եķ����Ǵ������У�ʹ���γɴ�����Իط��죬�ط���Դ����졣�������ʹ��̻�Ƭ�ں������γ�S�Σ��������Ա����ڰ�̻�Ƭ������֬�д��ڳ�ʪ״̬ʱ������������������ǿ�ҶԴ��������֬�ֲ������Ȼ��̻�Ƭ�����в����ơ���������ɺ��Σ��׳Ʒ�У�������������ɳ���״����϶���ȿ��Ե��ڣ����ڴ�����ѹС������С������С����ѹ���ڳ��ȴ��ڻ��Ŀ��ȣ���Ҳ���ڳ��������������ɸ�װ壬һ��̶���һ��ɶ��������ɸ�װ�ʱ�ɵ��ڳ���������Դ������ڴ����̻�Ƭ�ķ�ѹ���������Щ������ɿɲ�ʽ�����ԴӺ����������������Զ������������ڷ����ɸ�װ��ϵ���֬���Ա��ֳ���������ʹ�����������Ա�֤���������ȶ��ԡ���������ʱ��Լÿ1��2���¾͵�����һ�Σ��������ڱ����ֶ������������������ø�˿ˢˢ������Ҳ�������ȼ�ˮ���ݺ�ˢϴȥ��֬����
�������쵽ճ��Ƭ����ͨ����70��150mm֮�䣬̫����Ч�����㣬̫��ʱ�����İ�̻�Ƭ��ʱ���������죬��Ⱦ���䣬ҲӰ���̻�Ƭ������
�����ȷ�ʽ������¶��ǿɵ��ڵģ������̻�Ƭ�ķ�������ѹҲ�ǿ��Ե��ڵġ�����������¶���һ�µģ��Dz��ɵ��ڵģ�����̻�Ƭ���С�����ij���̻��Ȳ��㣬����оֲ�����ʱ����������ͬʱ�����ڴ����̻�Ƭ���ȷ�Ƚ�ǿ�ң����ڰ�̻�Ƭ�̻������Լ����ƽ�����в���Ӱ�죬��������һ���ͺ���Ľ�һ����չ��
����2 �ȷ���ʽ����
����ǰ���ᵽ�����ȷ��������Դ������ʽ��Ҳ�е���ʽ�����ȷ�����ʽ����ͨ�ȷ����Զ�������ȷ��䡣��������һ�ֵ�Ų���������Χ��0.75��1000�̣�����0.75�̡�1.5�̳�Ϊ�������ߣ�����1.5�̡�5.6�̳�Ϊ�к����ߣ����ڲ�����5.6�����ϲ��ֳ�ΪԶ�����ߡ��κ����壬ֻҪ�����¶ȸ��ھ�����ȣ�-273�棩ʱ���ܷ���������ߡ�������Я�����������ܴ����������ܱ��������巴�䡢�������ա����������Ƶ����������ӵ����˶�Ƶ����ͬʱ�������߾ͻᱻ���գ�������������ת��Ϊ�������˶����ܶ�����������ﵽ��������ȵ�Ŀ�ġ����ں�������һ�ֵ�Ų���������ʾ���缫�Եķ��Ӳ������á�������֬�Ǵ��е缫�Ի��Ÿ߷������������Ƶ����6��100��m��Χ����Զ�����߲�����Χ�ڡ�����Զ�������ȷ�����ʱ������������������֬�������գ���������ʹ�ܼ��ӷ��ͻ�����֬�����ۺϣ���ˣ���������Զ�������ȷ��䡣Զ�����������������뱻����������棬�������ͬʱ���ȣ�����ܴﵽ�������Ⱦ��ȣ������ٶȿ죬�����ٵ��ŵ㡣���ҿ��Ը���Ч�ؼ��ٰ�̻�Ƭ�ڲ��ܼ����ͷ�����IJ���������ˣ�Զ��������ʽ������ʺ��ڰ�̻�Ƭ�������ܲ���Զ�����ߵIJ��Ϻܶ࣬Ӧѡ�÷��䲨������������ʹ���Ƶ���൱�IJ��ϣ��Ÿ���Ч����ͨ������Щ�����Ƴ�Ϳ��ˢ���ȷ����ı��棬���γ�Զ�������ȷ���塣����������Զ�����߷����ʱ���ͻ�����Զ�����߶Ժ��估��̻�Ƭ���м��ȡ�
�����ȷ���ʽ����ͬ�ȷ�ʽ����һ����ÿ������Ҳ�����ɸ�����ɣ�ÿ�ڵ���ʽ������ͬ������߶������û������ԣ����������ء���ǰ���ϳ��ú������5��15m֮�䣬���ýϰ��ĺ���Ŀ���������������ͻ��ġ����øߺ�����15m����ߺ���Ŀ������������ٶȡ�
�����ȷ������ṹ��ͼ7-3-2��ʾ�����ֺ��䲻���ȷ�ʽ���佫�����κ��½�������ͬһ�����������������һ�����壬�½���һ�����塣����ṹ�ϼ�ǰ���Ϊ�ţ�ÿ�ں�������1��2����ѹ�ţ���ѹ�����ſ�Ϊ���ƣ����в��������������Ȳ��ϣ����ֽṹ�Ͳ��ز������ַ����Ž����������������Ũ�ȹ��ߣ��з�����ըΣ��ʱ������Ƹ��Ȳ��ϛ�ѹ����ֹ��ը�����������������Ȳ���Լ100mm��ʹ������¶ȱ�����45�����¡��ں������������������һƬ�ȷ���壬�ȷ�������úܱ����ȷ�����ճ��Ƭ������70��200mm�䣨���������½����ȷ�����������ͬ��Ҳ���Բ�ͬ��ͨ���������ΰ�̻�Ƭ�д���ʪ̬���ܼ������ܴ����ÿ�һ�㣬�½��ΰ�̻�Ƭ��ȫ�ɣ���������խһ�㣬�������Ч�ʣ���
��������������������ͼ7-3-2 �ȷ������ʾ��ͼ
�����ȷ�������Դ��������ͣ�������Դ�ڷ���¯�Ƚ��������ڸô������ͱ����ȵ�220��250�棬����Դ������װ�ã���������������������ú�����Ϊ�����ε��������ð�̻�Ƭ���ܼ��ӷ����������佫���������Σ����Էֱ�����¶ȣ��¶��¶ȵͣ��õͷе��ܼ����ӷ����϶��¶ȸߣ��ð�̻�Ƭ�߷е��ܼ�Ҳ��ȫ�ӷ������½�����������������ֳ����С����������������Էֱ�����¶ȣ�����̻�Ƭ���С��ҹ̻��̶����趨����Ҫ�����Ǻ�ʱ�����Էֱ���ڸ������������¶ȣ������ڰ�̻�Ƭ���С��Ҳ�λ�̻��ȡ����ڵ���ʽ�ȷ���壬����������������ơ�����ʽ�ȷ��������������ͼ7-3-3��ʾ��
������
������������������ͼ7-3-3 �ȷ������������ʾ��ͼ
������������˷ֱ������С����ܶΡ����׳Ʒ������ȷ�ʽ����Ҳ���������з����������������赲�����ں����ܼ��ķ�����������������⣬�Լ�������������ζ�����������ȫ�ԡ���ԭ����ͼ7-3-4���ں���ij�/��ڴ����ʷ磨��磩�ɷ����Ҵ����̻�Ƭ����ת�ػط��ң������ҷ�ѹ���ں����ڲ���ѹ���������ֹ�����ڲ��������硣�ں����������β�����½���β���������ܶ�֮�����з���Σ����������ð�̻�Ƭ����ȴ��ʹ��̻�Ƭ�������䶥���������ײ�ת���ʱ��������ת�����ȴˮ�²��غܵ�Ҳ����ճס���ӡ����ڰ�̻�Ƭ��ȴ�Ƿֶ�����ȴ��ʹ��̬��̻�Ƭ�Ӵ�ͨ����ȴˮ����ʱ��������֡����䡱�����ʹ��̻�Ƭ�������������Ӱ�쵽��ͭ��ߴ��ȶ��Լ�ƽ���ԡ����������������ȴ���ã���������������֣�����߸�ͭ��ߴ��ȶ��Լ�ƽ���ԡ��ײ�ת���Ҳ����ȴ�������¶ȵ���Ҫ�ʵ���
������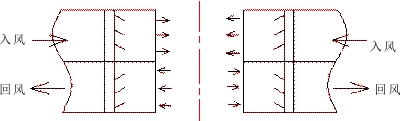
��������������������ͼ7-3-4 ���䡰���ܶΡ�ʾ��ͼ
��������û�з���ε��Ͻ�����ͨ������������۷����ϣ��ſɱ����̻�Ƭճ�����ײ�ת���ͨ��ȴˮ��Ҳ���ܵ������£�������ӱ��桰��¶����ˮ����Ⱦ��̻�Ƭ�����֡�����ǣ���ٶȲ���������
�������ڲ�ͬ��Ȼ��ģ������͵ײ�ת�����ȴˮ��Ӧ����ͬ���Բ�ճ������̻�Ƭ�����ֺ�������Ϊ����Ŀ�ꡣΪ�˽����̬��̻�Ƭճ�������⣬��Щ�豸���������Ƴ������С����Կ�����ס��̬��̻�Ƭ�����˳���Ϊ���������������ڲ����ڹ����Ͳ�����ճ�����⡣����û����������������ڣ���̻�Ƭ�������б�֤��
�����ȷ���ʽ���������϶���ͨ��һ���������������䣬�Դ��ߺ����ڷ�����������������ٽ��������������¶ȿɵ����������ȷ�������ճ��Ƭ�����á�
�����ȷ���ʽ��������û���ȷ�ʽ��������ǿ������������̻�Ƭ����Ƚ�ƽ�����ȷ����������Ժ������������ԣ�ʹ��̻�Ƭ�ĸ�������Խ��ȷ�ʽ����Ҫ�á�����Զ�������ȷ���壬�������̻�Ƭ�ĸ��������ͬʱ���У����ڽϺ�Ļ���Ҳ�����������̻��̶ȱȽ�һ�£�����������ݡ�Ҳ������֡��⽹���ۡ����̻�Ƭ������֡���ɽ�ڡ�֮���ȱ�ݡ����ң�����̻�Ƭ���С��ҹ̻��̶Ȳ�һ��ʱ��ͨ�������½������С��Ҹ��������¶ȾͿ��Դﵽ����Ŀ�ġ���Щ�����ȷ������Ƚ�ͻ�����ŵ㡣�ȷ���ʽ��������˰�̻�Ƭ������
�����ȷ���ʽ����ҲҪ�����������ص����������ȷ������桢�������ȴ���졢�·���ڹ������ȣ�����ճ�����ʣ����ñ�ͪ��ױ���ϴ������ȼ�Һ����������������Ⱦ��̻�Ƭ����ɰ�̻�Ƭ�����ʻ�ڵ��Ӱ����������ʹͨ�������������¶ȣ������㶨���Ա�֤�����ȶ��ԡ��ȷ�ܵ�����ͨ��ÿ�������һ�Σ���ʱ���ܵ��ڽ�齺������������Щ�������˻�Ӱ��ܵ������������١�������Ӱ�����������ȶ���֮�⣬ͬʱҲ���������ֵ����������Ͻ���������ʱ���ܵ������ȿ����¶���Ȼ�ܸߣ������������Dz��������ģ���û���֣�������ᷢ�����֡������������ñȽϺ�ʱ������ۺܶ�������ͣ��ʱ����������ͻȻֹͣ�����۵������п������������Ż�ȼ�գ������м��Ҹ�ͭ�峧�����Ļ����¹ʣ��������ȷ�ܵ�����۵Ľ��������ģ�ǧ��Ҫ��Ϊ�����IJ�Ʒ����ȼ�ľͲ��ᷢ�����֡�
������ʽ�Ͻ����������̻�Ƭ������ϵ
������ͭ�������õ��Ͻ������ɶ�̨������ɵģ���̨��������������Ʒ��������������ء�Ҫ������Ʒ������������һ���Ժõĸ�ͭ�壬�����豸Ӧ�������������ռ���Ҫ���������Ǿ���ʽ�Ͻ�������Ԫ�����̻�Ƭ������ϵ�Ƚ����еĵ�������������
������һ������������������װ��
�����������е����ͺ�˫�ᷭת�͡���������֧�ſ������������Ͼ��Ļ����ǹ̶�ʽ�ģ���۽ϵ͡�˫������֧�ſ������������Ͼ��Ļ����ǿ���360��ת���ģ��������㡣ͨ���Ͻ����Ŀ�������û���������ڵģ��ڿ��������У������Ͼ���С�������������ᣬ��������Ҳ����Ӧ���٣������������п������֣�����������һ������������һ����������Բ�Ʒ����һ���ԣ��ر����������⣩�в���Ӱ�졣���Ͷ�������Ļ��Ľϱ�ʱ����������������������ʹ����������Σ����εIJ�������Ӧ�����Ͻ����̻�Ƭ�Դ�����Ӧ����������Ӧ����̻�Ƭѹ�Ƶĸ�ͭ�壬����Ӧ�������ͷŻ�ʹ��ͭ������������ߴ��ȶ��Բ���ڻ��ľ����Ͻ������ߵ�·�̺ܳ��������ı������ܶ࣬�����ܴ��Ͼ�����ʽ�����������Ӱ��ȶ������������мӴ���ı��ε�һЩ���ء���α���ͼ������������л��ı��Σ�����������������������ɻ��ı��β�λ�����������Ͻ������ʱ��һ���ص㷽�档
������ǰ�豸���쳧�̶��Ͻ������������Ʋ�������������ʽ������ʽ������ʽ������ʽ��
��������ʽ��������װ�ö���øܸ�ʽ�����ڶ�������һ̨�Ͻ�����ͨ���м����õ������ڶ���������ʽ��������װ�ÿ��ԱȽϿ�Ľ��ɳڵĻ�������������һ�ֱȽϴֲ��������ڣ��ʺ��ڽϺ���ġ�
��������ʽ��������װ�ó�������ʽ��ϣ�ͨ������ѹ��������ƽ��㣬����Ч�����ã��Լ������������п�����ʱͨ������ѹ���ı��������ã��ȴ���������ѧ���Ƚ�����������������ڷ�ʽ������ʵ���������Զ����Ե��ڡ�
��������ʽ������������������Ӧ������������������Ƶ������ɡ���������Ӧ�����ܵ���������ƫ���趨ֵʱ�����Ὣ�źŴ������������������Ƶ������м�ʱ���ڣ�����ʵ��ϵͳ�����������Զ����Ե��ڣ�ʵ�ֺ��������ơ�
�����翪�������������ڣ������ıȽϺ�ʱ�����Բ���Ħ��Ƭ��ʽ���õ��ɵ���Ħ����������ѹ����Ħ�������������ڱ����ģ�Ϊ��ʹ����ʱ���IJ����ζ�����ʵ�ֺ������������Ա�֤��Ʒ����һ���ԣ�������õ���ʽ�������ڡ���������������Ӧ�������������趨ֵʱ���ᴫ��һ���źŸ���������������Ƶ����ı����ͳ������ٶ�����������������������Ԥ�趨��Χ�ڲ����ֺ㶨�����106��104���������IJ��˲��Ͻ�ʱ��һ��Ҫ���ú����������������ܱ�֤��Ʒ�����Ρ�
�������������վ�����Ϊ��Ҫ����Ϊ���������̣���������������仯�����Եġ������ͬһ�վ��ٶ��վ��Ļ����������ض��������������������������������վ����������̻�Ƭ����Ӧ��������̻�Ƭ��������۵�һϵ�в�Ʒ�������⡣����2116��1080��106��104�Ȳ�Ʒ�վ������û�к������վ�װ�ã�������ʵ���վ�����ˣ��վ����Ե�����������ϵͳʵʩ�������վ���
�������������ĽӺϻ�
�������ĽӺϻ�Ϊ����ѹ�ϻ���������¶Ⱥ�ѹ��ʱ��ɵ���ǰ���������ĽӺ�ʱ��һ��Ҫʹǰ���������ĵı�Ե��γ�����ص����������ĵľ���ֱ����һ�����ĵ�γ������Ӻ�ʱˮƽ�Ȼ�ֱ�ȶԵò��ã������н����൱��һ�λ���������������ͬ�����Σ���ɰ�̻�Ƭ��γ����б��Ӱ�쵽��ͭ��ƽ���ȡ���˽Ӻ���������ʱ���˲���Ҫ��ϸ֮�⣬�豸�����Ӧ�л��ľ�/γ��λ�����Ա�֤��ȷ����ݽӺ��������ġ�
�������������ϼ�
�������ڲ��˲����ģ�Ҫʹǰ����������ͷ�õ��ι�ճ�ϣ�ʹ�������������ܼ�����ʱ�����ѿ���ͨ������ʱ����˺�ѣ������ȹ���˫�潺��ճ��Լ����ʮ����ʱ�䡣Ϊ��ʹ�ڻ��ĽӺϹ�����������ͣ����Ҫ��һ������������ʮ�׳����û��ĵ����ϼܣ����Ӻϻ��պϽӺ�ǰ����������ʱ�������ϼܹ������Ķ�ʹ��������ͣ�١����ϼ����Ͻ�������������װ�ã�Ϊ�˼��ٹ�Ͳ�������������Բ���������У��������װ�ڹ�Ͳ��߶�����ͨ��װ�ڻ����ϡ�װ�ڹ�Ͳ�ڵ����ֻ���ڳ���һ�����ܷ�Ȧ����е�����Ҳ�ͽ�С���Ի��ĵ�����Ҳ��С�ˡ�
��ר���ڱ����ĵ��Ͻ��������ϼ���/��װ�ò��˲���������������ʽ���˲��ñ�Ƶ�������ݸ������/��ʽ����ʵʩ���������ڡ�
�������ģ�����װ��
��������װ�����Ͻ����ĺ���װ�ã���������Һѭ��ϵͳ�ͽ���װ�ã�����Ԥ��װ�úͼ���������
����1����Һѭ��ϵͳ����֬�ޡ�ճ�ȿ��ƹޡ��ܼ��ޡ������ۡ��м����ɣ���ͼ7-3-5�������������У������ܼ����ϴӽ������лӷ�����ҺŨ�������ͬ����������϶�£���̻�Ƭ����֬������RC%���ͻ���Ӱ���Ʒ����һ���ԣ����Dz������ġ�Ϊ�ˣ�Ӧ�����ܼ�ʹ��ҺŨ�ȱ������趨�ķ�Χ�ڡ��������У��������òⶨ��Һ���庬��������������������Ϊ�ⶨ���庬������ʱ��̫����������ͬһ�¶��£���Һ��Ũ����ճ�ȳ��������ۣ����ÿ��ƽ�Һճ�ȷ��������ڽ�ҺŨ�ȣ��Ա��ְ�̻�Ƭ��֬������RC%��һ���ԡ������У���ϵͳ���ϵ��������۲����½�Һ�����뽺Һ�����ڻ��Ĵ��߽�Һ��������Ľ�Һ�������������м�ۣ����ɱô��뵽ճ�ȿ��ƹޡ�ճ�ȿ��ƹ���һ��תճ�ȼƣ���⽺Һճ�ȡ���ճ�ȳ����趨ֵʱ���ܼ����ڷ��Ż��Զ��������ܼ���ճ�ȿ��ƹ���һ������������ʹ������ܼ��뽺Һ��ֻ�ϣ���ճ�ȴﵽ�����趨ֵʱ���ܼ����ڷ��Ż��Զ��رա���˷���ѭ����ʹ��Һճ��ʼ�ձ������趨��Χ�ڡ�����ͬһŨ�Ƚ�Һ�ڲ�ͬ�¶��³��ֲ�ͬճ��ֵ��Ҫȡ�ý�Һ�㶨Ũ�ȣ��ͱ����������Һѭ��ϵͳ���Ժ��£����ܴﵽ��ճ�������ؽ�ҺŨ�ȵ�Ŀ�ġ�ͨ�������Ƕ�����ϵͳ���ܼ����⣩��ǽ����мв㣬�������²��ϣ�����ʱ��������ͨ��25��35����ˮ�Ա���ϵͳ���£��Ϳɴﵽ�Կ���ճ�ȷ�������Ч�ؿ��ƽ�ҺŨ�ȣ��Ա��ְ�̻�Ƭ��֬����һ�������ȶ��ԡ���һ�������ڱ����ȽϺ�������Ĺ����DZ�Ҫ�ģ����������Ϸ��Ƚ�ů�͵����Ĺ���Ҳͬ���б�Ҫ����Ϊ���Ϸ�����������������¶Ȳ�Ҳ�������ʮ�ȣ���ҹ�¶Ȳ�ɴX�ȵ�ʮ���ȡ�Ҫ��߲�Ʒ�����������ϸ�������á�
��������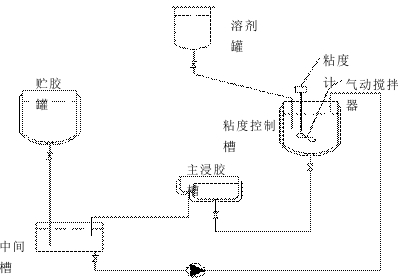
����������������ͼ7-3-5 ��Һѭ����ճ�ȿ���ϵͳʾ��ͼ
����2��Ԥ��װ�úͼ�����
��������ֽ����ͭ�壬�������Ͻ�������߽�Һ�Ի��ĵĽ��ԣ���߲�Ʒ��������һ����ҵ����ʿ���й�ʶ�����ڲ��˲���ͭ�壬ͬ����һ�������ԡ����⣬����ɴ�������ȼ����˲����С����ˡ���������Ŀ��Ҳ��Ϊ����߽�Һ�Բ��˲��Ľ��ԡ�˵���������˲���ͭ��Ҳ���������߽�Һ�Ի��ġ����ԡ����⡣����ͨ�����ò��˲�����ÿ�ɲ���ɴ����400����800����˿��ɵģ�Ҫʹÿ����ɴ�����Ͻ�������һ�������ԡ����⡣������������ֽ����ͭ�������Ͻ��������Ի������˲�Ҳ����������Ͻ������츲ͭ���ƽ���ȼ�������ܡ�������������Ͻ����ƽ���ȡ�������ܽ�һ���Ͻ�������ߡ����ڱ����ϲ��˲���ֽ���ɣ����Ҳ��˵ġ������ԡ���ֽ��ά����������ռ��豸�ṹ�Ͼ�����Ӧ�������Ͻ�������ֻ����Ԥ���������Ϳɴﵽ������Ŀ�ġ������ǰ��ʽ�Ͻ�������һ����Ԥ���Ρ�������һ������������Ԫǰ�ߵ�һ������װ�á���Ԥ��װ�ÿ��Բ���ȫ�����ͣ�Ҳ���Բ��á���Ϳ���ͣ���Ԥ��������ҺͿ�����������Ų����ߵı��棬���Դ���Ϳ����ʽҲ����֮Ϊ����Ϳʽ������Ԥ����������װ�ü�������о����ǿɵ��ڵģ������ݻ��ĺ�Ƚ��е��ڡ�ͨ������������о���������û��ľ�����һ��ʱ���Գ��������ģ��������о������̣����ľ���ʱ����٣���Ŀ�����þ���Ԥ����Һ�������뵽���˲�ÿ����˿����ȥ��ʱ�䡣��һ�α���Ϊ�����Ρ���ͨ�����οɵ��ھ���Ϊ���ס�
����������װ�õĺ����Ǽ�������������ʽ�Ͻ������ö��ѹε�����ȥճ��Ƭ�϶���Ľ�Һ���Ժ���ѹε��ijɶ����̶����ӣ��׳ơ����ᡱ����������Բ�ģ��ɷ�ֹ���ƻ��ģ�������չ��Ϊת���Ĺ�Ͳ��������Թ��ӶԻ��ĺ��������������ȷֲ��п������ã����Ա���Ϊ��������Ҫʹ�������ﵽʹ���ĺ������ܾ��ȷֲ�Ŀ�ģ������������кܸߵļӹ����ȺͰ�װ���ȡ�ͨ����Ҫʹ��̻�Ƭ��֬���������ڡ���0.6%���ڣ��������ļӹ����ȣ��׳ơ���̬���ȡ���Ӧ������0.003mm�����Ҫ��̻�Ƭ����֬����ƫ������ڸ�С��Χ������Ӧ�������ļӹ����Ȼ�����ߡ��ڼ������ӹ�����Ϊ0.003mmʱ���������İ�װ���ȣ��׳ơ���̬���ȡ���Ӧ������0.005mm������ʵ�������м������Ǵ�����ת�У����Զ�̻�Ƭ��֬������������Ӱ����Ǽ������Ķ�̬���ȡ����ڼӹ�����ȷ�����Ժ�Ҫ������߰�װ���ȣ����ܴﵽԤ��Ŀ�ġ�
�������ڻ�е�ӹ���������һ���ȣ�������������ߵġ���Ҫ�����������ӹ�������0.003mm��ߵ�0.001mm�������Dz����ܣ����ӹ��Ѷȵ�ȷ���൱�ӹ��ɱ���ߵ����ˡ���ˣ����ܵ�����������ӹ���������߰�̻�Ƭ����֬���������ԣ����dz������ȶ���������϶װ�ú��Զ����ڼ�������϶װ�á�
�����ȶ���������϶װ�ã��Ͻ������У���̻�Ƭ����֬���������Բ�����ȫȡ�����ڼ�������Բ�ȣ�����ȡ���������������ļ�϶�����ԡ�Ϊ����������������������϶һ���ԣ���һ��������������������������ĩ��û�Ӵ�����Һ���ָ���װһ��϶̽�����Զ���װ�ã��������м������ܸ�������Ӱ�������С�仯ʱ�����ܹ��Զ�������ת���������ļ�϶���Ϳ��Ƶ���֬����һ���Ժܺõİ�̻�Ƭ��
������������϶�Զ�����װ�ã����������У�ͨ��ÿ1��2��Сʱ�Ӱ�̻�Ƭ����ȡһ�������������֬��������һ���������ȱ���Ǽ����ʱ��̫��������ȡ���м��̻�Ƭ�����仯��֪�������Ҽ��������������Ǻ���̫�٣����ݲ��߳�ִ����ԡ�Ϊ�ˣ������˼�������϶�Զ�����װ�á���һװ������̽ͷ���Ц������͡��������͡����������͡������͡��������͵ȣ��ʹ�����������ɡ�̽ͷ��װ���Ͻ�����ȴ��Ԫ���ذ�̻�Ƭ���������ƶ����׳�ɨ�裩����Щ̽ͷ���������ߴﵽ��̻�Ƭʱ���в��ִ����в��ֱ����䣬ֻҪ̽�������������ߵ��������Ϳɻ������̻�Ƭ�ĵ�λ�����������ʾ����̻�Ƭ�ĺ�ȡ�����̽�������ڰ�̻�Ƭ���������ƶ�����̻�Ƭ���������ϱ�ǣ��ǰ�������ǿ����������̻�Ƭ���������ĵ�λ����������ȡ�����̻�Ƭ�������ݳ����趨ֵʱ��̽�����Ὣ�źŻ����������������������������ڼ�������϶��ʱ������̻�Ƭ��֬������������Ը���Ч����߰�̻�Ƭ��֬����һ���ԡ�
����������ֱ����ת�١�ת��ȶ�̻�Ƭ��������һ��Ӱ�졣ֱ���ϴ�ļ�������Ϳ�������ԣ����ӽ��Ը���Ч��������ת���������̻�Ƭ���з����෴���׳Ʒ�ת�����Ƶõİ�̻�Ƭ�����ƽ������תҲ��ǿ�˽�Һ���벣�˲��е�Ч����������ת���Ӱ�̻�Ƭ�������Ⱦ��������������̸���Ͻ����ռ������������������н�ͷͨ��������ʱ����һ���������ü������ȷ��룬����ͷͨ���Ժ��ٱպϣ���Ϊ��ͷ�Ϻ��������������ʱ�ֿ�����ͷ�ᱻ���������ּ�ѹ���ϲ��������˹����������Ƽ����������ϣ�������ֲ������˻�ϲ����������ˣ�������ͷǰ/���൱��һ�ΰ�̻�Ƭ��֬�����������ɷ�Ʒ��Ϊ�˼�����һ�˷ѣ����ڼ�����ǰ10��15M����һ��ͷ̽��������̽��н�ͷ����ʱ����Ѷ�Ż��䵽���������ڽ�ͷ���������������3m�������������ɷ�ת��Ϊ��ת��ͬʱѹ������������ѹ���ͷţ����ý�ͷ˳��ͨ��������ͷͨ��������1��2m�Ժ������ָֻ���ת��������ѹ�����֣�ʹ��ͷͨ��������ʱ���ϸ��̻�Ƭ����ʮ���͵�ֻ��ʮ���ס�
�����Ͻ����������л��Ķ��Ѷ��������ڻ��ĸչ��������������������������鷳�����Ķ��Ѳ������ֱ����ʧ��Ӱ�����������Ժ������ȶ��ԣ����Ҷ��ѻ��Ļ���Ⱦ����ڼ�������������Ⱦ�ĺ��䷴��������Ⱦ�ָ��������ճ��Ƭ��Ӱ���Ʒ�����������ֹ���Ķ����ں������Ǻ���Ҫ�ġ����Ķ��ѹ��̶����Ǵ�С�ѿڻ�С�ƶ���ʼ�ģ���ǣ���������£���ЩС�����Ѹ����������������Ķ��ѡ�Ϊ�˼��ٻ��Ķ��ѷ��������ڼ�����������װһ��������̽���ǣ���̽�������С�ѿڻ�С�ƶ�ʱ���ᱨ��������һ���źŸ�����ϵͳ���ó��ټ��������ò�����Ա���Զ�������м�ʱ��������������δ�Ʋ��ָ�����Է�ֹ���Ķ��ѡ�
�������Ľ�������֮ǰ�����硢�����dz���Ҫ���ر���ڲ��˲������������л��ĺ��ֽ�����Ħ�������ײ������硣��������Ľ��뺬������ȼ�ױ��ܼ���Һ���п����������֣�����Ӧ�ȳ����硣�����DZ���ҳ������ʼ���ά˿���������ۣ���Щ�����п���մ���ڼ������ϣ�ʹ�����İ�̻�Ƭ�����ۼ���Ҳ��Ӧ����ֹ�ġ�
�������壩�б�����
�������˲��Ͻ���Ե�������ϴ�ë�߽Ϸ�������Ҫ�г�������ʹ�Ѷ����뼰���ڵ����ϡ���ȥë�ߺ�ճ��Ƭ�пڴ���������֬��ĩ��ͨ�����ȷ�ǹ���к�ߣ��Ա���������֬��ĩ��ͭ����Ⱦ�����Ч���������������и������á����ڰ�̻�Ƭ��Ƭʱ��ÿ�Ű�̻�Ƭ���ж��������֬���пڣ���������Χ��մ����֬�ۡ���ȥ��Щ��֬�ۣ�����߸�ͭ�����Ʒ�ʣ��׳ơ�A��Ʒ�ʡ�����һ����Ҫ��ʩ����Щ��ͭ����������ÿ�Ű�̻�Ƭͨ��һ����������۳�װ�ú��پ�һ���ʶȼ��ȹ�Ͳ����ճ����֬��ѹ��ճ��Ƭ�ϣ�ʹ�䲻��������������֬��ĩ��ϸ���ʶȼ��ȹ�Ͳֻʹ��֬�۸ո��ۻ�������Ӱ�쵽��̻�Ƭ�̻��̶ȣ���һ�οɼ��ں��л���ߣ��Ѷ��ǰ�ߡ���Ҫʱ���ٶ�̻�Ƭ�пڽ��з�ߣ������û�����ߣ�Ҳ�����˹���ߣ���
�������������л���Ѷ�
�������л���������ա��ʽ����աʽ����աʽ�������ʽ��ա��ʽ���к�λ���������ں�����̻�Ƭͨ�����赲����̫�����ڸ������ٶȡ�����ʽ���к��뱻�п���̻�Ƭͬ��ǰ�����Ժ�����̻�Ƭͨ���赲��С��Ӧ�÷�Χ���㷺Щ�����к��ȥ��Ƭ�ڸ�������֬��ĩ���������̻�Ƭ����Ⱦ������߸�ͭ��A��Ʒ���൱��Ҫ��
����Ƭ״��̻�Ƭ�Ѷ��н����ѵ����в������Ѷ⡣����ѵ��ǰ�ÿ�Ų�Ʒ�����̻�Ƭ�������ڶѶ�ʱ���Զ��ؽ��佻���ֿ�����������ʱ���Ϲ������Ѷ�ʱ�����ڽϱ����ĶѶ�������ʽ�������룬Ӧ���ü���ʽ�������104��106��1080��ճ��Ƭ��Ӧ���üг�ʽ�Ѷ�Ŷѵ����룬�Ų���Ū����̻�Ƭ��
�� ��̻�Ƭ����
������һ�����˲�ѡ��
��������ӡ�Ƶ�·����������������ߣ��Ը�ͭ�������ȡ���Ⱦ��ȡ�����ƽ����Ҫ��Խ��Խ�ߡ�ѡ����ʲ��˲���������߲�Ʒ����ˮƽ�����õ�ʹ��Ʒ�����û��������൱��Ҫ�ġ���ǰ�����˲���Ʒ������ϵ�л�������Ӧ��ͭ���������������ֲ�ͬ��ȸ�ͭ���о����Ҫ�����������ֹ���ͺ���Ʒ��̻�Ƭ������Ӧ���ӡ�ư�ѹ��ʱ��ȵ�����Ҫ�����ڲ��˲�ռ��ͭ���Ʒ�ɱ����������ˣ��˽�������Ʒ����˲��ĸ�������ָ�꣬���ԣ���;�����ڸ�ͭ�������м������������ţ����ڽ���ԭ���ϳɱ�����߲�Ʒ�����Ǻܱ�Ҫ�ġ���������Ʒ���IJ��˲�����ͺűȽ϶࣬�����ժ����ʹ��Ƶ�Ƚϸ��ͺŲ��˲�����ο���ȣ�����7-3-1����������ѡ��ʱ�ο����ڸ�ͭ�������У����Ը��ݲ�Ʒ��о���ȣ�����ȼ�Ҫ���ⶨ��̻�ƬRC%�ȼ���������
������������������7-3-1 ���ò��˲��ͺ���ο����
�� �� |
��γ�ܶ�(��/25.4mm) |
��������(g/m2) |
������(mm)
|
101 |
56 �� 56 |
24.4 |
0.028 |
104 |
56 �� 56 |
24.4 |
0.028 |
106 |
56 �� 56 |
24.4 |
0.028 |
1080 |
60 �� 48 |
47.5 |
0.053 |
2113 |
60 �� 56 |
76.5 |
0.079 |
2313 |
60 �� 64 |
80.5 |
0.084 |
2125 |
42 �� 39 |
85 |
0.09 |
2116 |
60 �� 58 |
105 |
0.10 |
2165 |
60 �� 50 |
120 |
0.11 |
1500 |
47 �� 45 |
165 |
0.15 |
7628 |
44 �� 31 |
203 |
0.173 |
7629 |
44 �� 34 |
210 |
0.18 |
7630 |
42 �� 34 |
220 |
0.19 |
7667 |
44 �� 36 |
230 |
0.2 |
��������������ż����Ӧ��
������ͭ���ò�����ά����ͨ��ÿ��ɴ��400��800����˿��ÿ����˿��ֱ��5��9��m�������Ǵ������ʣ�Ϊʹ֯���������ɴ�ĵ�˿������Ѷ�Ӱ�쵽��̻�Ƭ��ͭ����������˿���ֶ���ʱ�����˲�������ë��ͬһ��ɴ��ͬһλ�õ�˿�ϵ�Խ�࣬���ë��Խ�ò��˲��Ͻ���ë����ڰ�̻�Ƭ�����γɴ�С���ȵĽ���������ѹ�Ƶĸ�ͭ���ͭ������γ����㣬���㴦ͭ���������㱻�ƻ�����Ӱ���Ʒ�����ڵȣ���Ϊ����ͼ��ٲ���ɴ����˿���̺�֯�����̳��ֵ�˿������������˿ʱʹ�ý������ʹÿ��ɴ�еĵ�˿��һ�������ȡ���֯���������������ֶԾ�ɴ�����Ͻ�������ʹ��ɴ����Ӳͦ�⻬����ʹ֯�����̲���֯�����Ļ�еĦ������ë���ɴ��������Щ����������谭�˻�����֬�����˵Ľ�ϣ���������Ͻ�ѹ�壬���Ʒ���ճ���Եͣ���Ʒ�����ȳ���ԣ���ˮ�������½������֯�겼�Ժ����ȴ�������������ȫ��ȥ�����ڻ�����֬�Ͳ����Ǽ��Բ�ͬ���ʣ���������Բ��á�E-������ά�к��������ļ��������������������Щ���������ʪ��ˮ�ݴ��ڸ������˻�����֬�Ͳ�����ά֮ճ�ᡣ�����Ƴ�Ʒ��ˮ��Ҳ������ճ��������֣�����ճ��ǿ�ȺͲ�Ʒ������ܡ�����ż������ʹ�ã��ǵ�ǰ�������֬�Ͳ��˲����������ֹˮ���ء�ճ����桱���ֵ���Ч������
�����ϳ��õĹ���ż�������������滯ѧ�ṹʽ��ʾ��Rsix3��
����ʽ�У�X��һ���ܹ�ˮ��Ļ��ţ��������ǡ�OCH3����OC2H5����CL�ȡ�R�������п�������֬��Ӧ����һ���л����ܻ����绷��������������ϩ��������ϩ��������ﳻ��ȡ��ڻ������˰��ò��˲��У��ϳ��ú�������ܻ��Ż�������ܻ��ŵĹ���ż����������ż�������û������ۺܶ࣬���绯ѧ�����ۡ������������ۡ�Ħ��ճ�����۵ȡ����������Ի�ѧ�����۶���������һ����������ż����������ͬһ�����к����������ʲ�ͬ���ţ����������ˮ�л�ˮ�����ɹ��鴼�����鴼�벣���ϵ��������γ����������ȶ��δ����γɹ��������ι̽�ϡ�����ż������һ�˵Ļ��Ի��������������ȣ��뻷����֬��Ӧ��ϣ��������˲��ͻ�����֬���εؽ����һ�������û�����ͼ7-3-6��
��������ż������ʹ�ã�һ����á����������������ȴ���ȥ��������IJ��˲������չ���ż����ˮ��Һ���ٺ�ɵķ��������ֲ��˲���Ϊ�������˲�����Ҳ���Խ�����ż�����ӵ���֬��Һ�У������Ͻ���ż�����ͻ�Ǩ�Ƶ����ı�����ȥ������������ͬ���á�����ʵ�������У���Ǩ�Ʒ�����Ч�����硰���������������������Ľ�����������˲���ͭ��ijЩ����ʱ��������Ҳ���õ�ż������ż������ʹ�÷������Բ������ӵ���֬��Һ��ȥ�ķ�����Ҳ���Բ��ý�ż�������ˮ��Һ�������ϣ������Ϻ�ɺ�������֬��Ϸ�����
������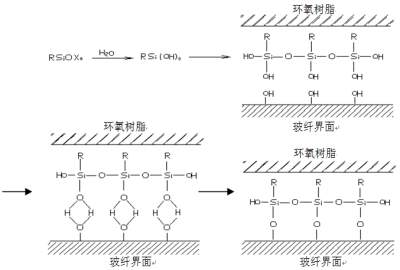
������������������ͼ7-3-6 ����ż�������û���ʾ��ͼ
���������о���ΪҪ������ճ�Ͻṹ��������ά�������ż����������ӦΪ�����Ӳ㡣��������˲����ù���ż�������д���ʱ��Ҫ���ձ����������˲���ż����������Ϊ��������ͨ��������0.03%�����ȶ����¶ȣ����˲�����ż����ˮ�ܼ������¶ȣ���ͬ�ĺ���¶ȣ���Ʒ���������𣩲��ܴﵽ�ϼ�Ч����
��������ż�������Ͳ�ͬ����̻�Ƭ���������кܴ�Ӱ�졣������ڲ�ͬ����ż���������IJ��˲�����ʹ��ʱ��Ӧ����ע�⡣
���������������������˲�����ë������߲�Ӧ��
��������ͨ�����˲��IJ�����ά��ʵ�ĵĹ⻬Բ���壬��������������֬�������⡣����˵�����˲��õ�ÿ��ɴ����400~800����˿��ɵġ�ͨ���Ƚ�ɴ��ɼ�������������֯������������ɼ������Ժ�˿֮�����úܽ��ܣ��谭�˽�Һ��ÿ����˿���������ڲ��˲�����ν�����ԡ�������ÿ����˿�Ƿ�����Һ�����⡣���dz����˵��ɲ�����������ȵĵ��ɾ�ɴ��γɴ��������һ��ʩ�Ժ�˿֮���ԵñȽ����ɣ����˲�����֬Һ�Ľ��Ծ͵õ���ߡ����������������ɴ֯���ġ������������츲ͭ�壬��ĵ�ƽ���Ⱥͽ�����ܡ�������������һ����ߡ�
���������˲����ǰ��Ѿ�֯������˵IJ��˲������ټӹ����ø�ѹˮ��������ˮ���÷�ʽ���Բ��˲��ľ�ɴ��γɴ¶�ڲ���IJ�������ˮ��̷���ʹ���γɾ��ȵı�ƽ״�����������ˡ���IJ��˲��Խ�Һ�Ľ���������ߣ������˺���ë������ࡣ����ë�����뿪�˲��������ƣ�������ʹ¶�ڲ��˲�����ľ���γɴ�γɱ�ƽ״�⣬������γ�һ����ȵ���ë�����ֲ��Ͻ�ʱ���治���н���������
�������ڿ��˲�����ë����γɴ������̯ƽ������γɴ�������������Լ��٣������Ƴ��ĸ�ͭ�����ƽ������ߣ������ڸ��ܶȲ��ߣ��߾���˫�漰���ӡ�ư�������
������߲��ǽ����˲������߽���ij�ֲ����ڱ�ͪ���������������ܼ��ĸ߷����ﲢ��ɡ�������һ�����IJ��˲��Ͻ����������߿��Բ�����ȥ�������������ϱߵĹ�ʱ����������֬��ĩ��Ⱦ��Ҳ�����˽�Һ�����ġ�
�������ģ����˲��Ͻ�
�������˲��Ͻ�ǰ���ȸ���������Ʒ������ò��˲�����趨�Ͻ������������������¶ȡ���������϶����Һճ�ȡ������ȡ�����û�������趨��������ʾ����ʽ�Ͻ����������ֱ�ѹ���˲��棬�۲첼���ɽ��ȡ����ں����Խ�Щ�����ڱ�������Ӧ��Щ�������ܺ���Ӧ���Ƶ��������Ͻ����̲���ʱ��ʱ�����������壬������εȡ�
�����Ӳ�ʱ��Ϊʹǰ����������γ���ഹֱ��������Ӳ������������һ���������Σ�Ӱ���Ʒ�������Ӳ�Ӧ���������IJ��߶����豸ijһ������ƽ�У�Ȼ��۲���������γ���Ƿ����ص����ٱպϽӲ�ѹ�����Ӳ�ʱ���ձ�����ȹ���˫�潺ճ���������ճ��ǿ�ȣ���֤ͨ������ʱ��ͷ���ᱻ�ܼ����Ͷ��ѿ�����������ʱ�����ѿ���
�����տ���ʱ���н�ͷʱ��������������˳ת����������������ͷ�Ѿ��������������Ϊ��ת����ת�Ӵ��������ճ��Ƭ��ѹ�ȣ��ý�Һ��������뵽���˲�����ȥ��Ҳ���Ƶñ����Ϊƽ���İ�̻�Ƭ����ת�ٶȿ죬��������Ч��ǿ��������ǿ�Ƚϵ͵IJ���������ɶϲ�����ת�ٶ�����Ч�����෴��ͨ����ת�ٶ���2��5��/��Ϊ�ˡ����ȶ������У���ճ��Ƭ��֬������RC%�����趨ʲ����ƫ��ʱ�����Բ��ص���������϶����ͨ������������ת�ٶ�����RC%����RC%��ƫ��ʱ������Ϊ�ӿ��������ת�ٶȡ���RC%������Ϊƫ��ʱ������������������ת�ٶȡ�
����������¶ȣ�ͨ����Ϊ�����¶Ⱥͺ������¶ȡ������¶�ָ����Դ�¶�ʵʩ���ƣ����ﵽ���ƺ����¶ȵ�Ŀ�ġ����������¶ȣ�ָ��������/��ͨ���¶ȡ������¶ȿ���������������ˮ���ȿ����������¶ȡ������¶ȳ����ͺ������¶��в�����ԣ�������Ӧ�˽�������¶ȣ��������������տ��ƽ����������¶Ȳ��ܵ����ܼ��е㣬��ʹ��̻�Ƭ���ܼ�����ȫ�ӷ�������Ҳ����Ϊ����������ٶȶ��Ѻ����¶ȵ���̫�ߣ�������̻������̻��ٽ����ķֽ���������Ӱ���������յ��ȶ��ԺͲ�Ʒ������
������Щ�Ͻ�����������Դ�¶ȿ��ƣ��������˺������¶���ʾ����ʵ�������У��ܸ�������Ӱ�죬�п�������Դ�¶Ȳ�������£��������¶������仯�����û�к������¶���ʾ����������Դ�����¶�û�б仯����������ճ��ƬGT���ȶ������˽ⲻ��Ϊʲô���ȶ���ԭ���辭����������������������ά�������������������������պ������ȶ��ԵĿ��ơ����������У���������Դ�����¶��ѳ����趨ֵ3���ճ��ƬGT��δ��ά��ԭ���������������趨ֵʱ��Ӧ��ʱ�����豸ά�ޱ�����
������̻�Ƭ������Ѷ��У�Ҫ��������Ѳ�Ӻ͵������Ա�������϶���ɲ���Ҫ����ʧ��
�塢��̻�ƬƷ�ʿ���
������һ����̻�Ƭ�������ܼ��
������̻�Ƭ��������Ҫ��⡢������֬������RC%������֬������ʱ�䣨GT������֬�����ȣ�RF%�����ӷ��ﺬ����VC%���ȣ�ͬʱҪ����̻�Ƭ���з�˫�谷��������
����RC%���ԣ��ڰ�̻�Ƭ�������С���λ�ø���ȡ100��100mm��������ȡ��������ȷ��0.01g������ΪW1���ò��˲����ؼ�ΪW2����W1��W2��/W1��������Ϊ��̻�Ƭ����֬������W2��ֵ�����Խ�W1�����ŵ�600��800������¯����Լ10���ӣ������˲����ף�ȡ�����ڸ���������ȴ�����ؼ�ΪW2��Ҳ�ɽ�ͬһ�����˲�δ�Ͻ�ʱ��ȡ��Ʒ������ΪW2��
����GT���ԣ�ͨ��GT�����Ȱ��ϲ��ԣ���һ��������֬��ɸȥ��ά˿����ά˿��Ӱ�����ȷ�ԣ����Ƶ��Ѽ��ȵ�171���0.5���Ȱ����IJ�λ��ͬʱ�������������ǩ������֬�ۡ���֬�����ۻ������������ʱ���ɱ߽���������ǩ����֬����˿��������˿ʱ��Ϊ�յ㣬ͣ�������������ʱ�伴ΪGT���룩��
����GT����ֵ����Ʒ�����������������ء����蹤�ߴ�ϸ�������ٶȡ��������¶Ȳ�����Χ���յ��жϵ�������أ��������ϴ�GTֵ���жϰ�̻�Ƭ�̻��̶ȵ���Ҫ���ݡ�Ϊ����߲���ȷ�ԣ�������Ϊ���еĸ�ͭ�峧��������ճ��ָ���ǣ�Ҳ�еIJ�����������������֬��ĩ��ijһ�¶���������֬ճ������ijһ��ֵʱ����ʱ�䡣�����������û����Ϊ�������յ��ж�ȷ�ȸߡ��еĸ�ͭ�峧ֱ�������������ú�������Ǽ���̻�Ƭ�̻��ȣ�ʵʩ��������ͬʱ���У������ڲ�Ʒ����һ���ԡ�
��������֮�⣬Ҳ����ͨ�����̻�Ƭ��֬���������жϰ�̻�Ƭ��֬�Ĺ̻��̶ȣ��������ǽ���̻�Ƭ����ΪW1��Ȼ�����������ͪ�ȶԻ�����֬�ܽ��Խ�ǿ�ܼ���10�����Ժ���Ʒȡ����ɣ�����ΪW2���ɣ�W1��W2��/W1�����ճ��Ƭ�Ͽ�������֬��������Ҳ�ǽ�Ϊ���õļ����֬�̻��ȵ�һ�ַ�����
�����������ֲ��Խ�������̻�Ƭ�̻��̶���ء��߾���ۺϹ��̿ɷ�ΪA�ס�B�ס�C�������Σ�A��ʱ�ۺ����Դ��ڿ��ܡ�����״̬��B��ʱ�ۺ��ﲿ�ֽ����ۺϣ�����Ϊ���ܿ���״̬��C��ʱ�ۺ����ѽ���Ϊ���νṹ���ۺ���Ϊ��ȫ���ܡ�����״̬��Ϊ��ʹ��̻�Ƭ����ѹ����ʱ�Ȳ�������̫�࣬����ʱ��̫����Ҳ�����������ȣ���Ӱ���ѹ���������Ѱ�̻�Ƭ������B��״̬��Ҳ����̻�Ƭ״̬����˰�̻�ƬҲ���˳���Ϊ��BƬ����������������ճ�ȡ��������ܽ��ԡ����ǰ�̻�Ƭ����B�׳̶ȵ�һ�ַ�ӳ������Է�����ͬ����Ŀ����һ�µġ�
�����Ǿۺ��ﷴӦ��ijһ�̶�ʱ����ճ��Ѹ���������γɲ��ܲ���״̬��Ϊ�������ڲ�GTʱ����֬��ĩ�ۻ������ۺ�ϡ�������ŷ�Ӧ���У���Ӧ�↑ʼ�������ʱ�в��ָ߷����サ����Ȼ��Ѹ��ת��Ϊճ�Ⱥܴ����������Ӧ���γɲ��ܲ�����״�ṹ����Ӧ���ɱ����ת��Ϊ����ʱ���뻷����֬���̻������ٽ���������أ�Ҳ��̻������ٽ������������أ����Դٽ�������Ӱ�����Ӧ��ճ���ɳ�ת��Ϊ����ʱ�����̫�̣�ͨ��Ϊ�ٽ�����̫�ࣩ����ѹ�ɲ���ʱ�䲻��֣���Ʒ���ܲ��ã������׳��ָɻ����װߵȡ���Ӧ��ճ���ɳ�ת��Ϊ����ʱ��̫����ͨ��Ϊ�̻�����ٽ��������㣬���������ƣ��������࣬��Ʒ���ܲ��á�����ˣ���̻�Ƭ�̻��̶Ȳ��Զ����������趨���������ƣ���Ʒ����һ���Ծ��зdz���Ҫ���á�
����RF%����Сѹ���ϣ���һ���¶ȣ�һ��ѹ���£����������������������һ�����淴ӳ�˰�̻�Ƭ�̻��̶ȡ������٣�˵���̻��̶�ƫ�ߣ������࣬˵���̻��̶�ƫ�͡����ı仯��ճ��Ƭ��֬����ճ�ȱ仯��һ�µġ������̻�Ƭ��֬����ճ�Ȳ��Ժ��Ļ���RF%����ֻ�������жϡ�
����VC%������ȳ�100��100mm��������ȷ��0.001g������ΪW1���������ŵ�163���1�����ѭ�������к�15���ӣ�ȡ�������ڸ���������ȴ�����º��ȡ��������ΪW2����W1��W2��/ W1��Ϊ�ð�̻�Ƭ��VC%��������˫�谷Ϊ�̻�����֬��ϵ������˫�谷�����Խϴ����Ű�̻�Ƭ����ʱ���ӳ�����̻�Ƭ�ӷ��ﺬ����Ӵ�������滷������ʱ���ӷ������ӻ���졣�ӷ�����ڻ������Ʒ���ȳ�������½������Ͻ��������̣����ڰ�̻�Ƭ����ˮ����Ӱ��VC%ֵ�����Խ�С���������ֵƫ��ʱ���п��ܸ߷е��ܼ�δ��ȫ�ӷ�����֬�еͷ����ﺬ��ƫ�ߣ����ʵ����ں����¶Ȼ�������Ӧ��ʩ��
������������֬������RC%������
������֬���������Կ��ƶԸ�ͭ���Ⱦ��ȣ�ƽ�����кܴ�Ӱ�졣�߾���ӡ�ư�Ҫ��ͭ���Ⱦ���Ӧ�ﵽIPC-4101���е��������ʵ�������У���Ҫ�ϸ���Ʋ�Ʒ����ĺ��ƫ�ֻ�к�ȷ�ɢ�Ժ�С�IJ�Ʒ�����������߾��Ȳ�Ʒ��Ҫ�ﵽ�����ߵ�ˮƽ����̻�ƬRC%��ƫ��Ӧ����С������Ӧ�����ڡ�0.6%���ڣ�Ҫ�ϸ���Ʋ�Ʒ����ĺ��ƫ���̻�Ƭ��֬����ƫ�Ӧ��С���п��ܣ��������ȷ����κ�һ����RC%ƫ����������������κ�һ��RC%ƫ���Ӧ��С��ֻ�дﵽ�����Ŀ���ˮƽ�����ܴﵽ������ĺ�Ⱦ��ȴ�������������κε����ȹ����С������ˮƽ����ͨ����������1-2��Сʱ��ȡһ���������ּ��ʽ���鷽����ȱ���ǣ��Ӽ����������л�����ͨ��Ϊ��ʮ�����ϰ��ף�����̻�Ƭ�����ϰ����Ժ��ȡ��һ����������������һ���˹������������ʱ�䣬�����������趨����Ҫ�����ٵ������������١��¶ȵȣ�����ȡ��������������ȡ�������ٵ������˷��൱���Ĺ����Ǽ��ʽ�ģ��������μ���м䳤��1��2��Сʱ�������̵���������Dz�֪���ġ���ǰ�����μ��������һ��Ϊ���ϸ�ʱ�����μ���м������İ�̻�Ƭ�Ƿ�����ж�Ϊ�ϸ�Ʒ���м䲿���ж��ٿ����ж�Ϊ�ϸ�Ʒ������ÿ�μ��ֻ����̻�Ƭ���С��������㣬������̫�٣���������߳�ִ����ԡ���ˣ����ʽ�������Ʒ������������߾��Ȱ�̻�Ƭ��
�����ɴˣ�������������Ⲣ�������Ƽ���������������RC%�������������Ͻ��������п����æ�����̽�����������̽��������Щ̽����̽ͷ��װ�ڰ�̻�Ƭ�Ϸ��������������Ƭ����̻�Ƭ������������������ʾ����ֱ����ʾ��������ϵ��������ȣ�����ɼ������̻�ƬRC%��ͨ��ת��ֱ����ʾ��̻�ƬRC%������̽ͷ���ذ�̻�Ƭ���������ƶ������ǿ�����������̻�Ƭ�����ϸ�����ĺ�ȡ���������RC%������̻�Ƭ�������ĺ�ȣ���������RC%�������ⶨֵ�����趨ֵʱ��̽ͷ�Ὣ�źŷ��������������װ�ã�������������Լ�������������ʹ�����γ�һ��������⣬�������ڵĶ�̬ƽ�⣬ʹ��̻�ƬRC%һֱ�������趨ֵ��Χ�ڣ���������Ƴ��߾��Ȱ�̻�Ƭ��
������������̻�Ƭ��֬�̻��ȿ���
������̻�Ƭ��֬�̻����Ǹ�ͭ��������������Ҫ��������ָ��֮һ����������¶ȣ��ر��Ǻ��������¶ȷֲ�������������ء����ں���������Σ���Ҫ�ǽ���̻�Ƭ���е��ܼ��ӷ������Ժ��������¶Ȳ��ط����С��ҽ��п��ơ����ں����½��Σ���̻�Ƭ�����ܼ��ѻ����ӷ�������һ�γ��ø����¶ȣ�һ�����ÿ��ܲ����߷е��ܼ���ȫ�ӷ������ð�̻�Ƭ�����趨����ָ�ꡣ�����ȷ���ʽ�����ǽ������غ���ֳ�����������ͨ���������С��Ҹ����¶ȣ���������̻�Ƭ���ܳ��ֵĺ���̻��Ȳ�һ��״���������̻�Ƭ�������С��Ҹ���λ�̻��̶Ȳ�һ�»�������ֹ̻��Ȳ�һ��ʱ���Ƶø�ͭ��ͻ���̻����̲�һ�£�������Ӧ����������������Щ��Ʒ�����Ű�ƽ�����Եúܺã����г�С��ʱ��С�����������������г�С�壬��̬��Ҳ����������������ЩС��ŵ������к濾һ��ʱ���Ժ�ѹʱ�̻��������ЩС��ͻ����һ���̻��������������Ρ���������ɴ����ӡ�ư���־ֲ�ͼ�γߴ�仯��������������������λ�������ܲ����ϡ���Ʒ����ˣ���֤��̻�Ƭ��������̻���һ���ԣ�����߸�ͭ���Ʒ�����Ǻε���Ҫ��
�����¶��趨��Χ��̻�Ƭ�����������ٶ���һ��Ӱ�졣�罫����ֳ����¶������ֵĻ����������²��¶�Ӧ�Ե�һЩ���õͷе��ܼ��ӷ�����˴��¶��趨���ߣ��ͷе��ܼ��ӷ����죬��ʹ��̻�Ƭ�����Եò�ƽ������̻�Ƭ���滹���γɡ��⽹���ۡ����������̻�Ƭ�����ܼ������ӷ������������ʹ��̻�Ƭ���֡���ɽ�ڡ���ۡ������ε��ϲ��¶ȿɸ�һЩ�����ø߷е��ܼ��ӷ����½��ε��ϲ����¶ȿ��Ա��������ϲ��¶��Ը�һЩ���Լ��ٰ�̻�Ƭ�̻����̣�����������ٶȡ��½����²��ӽ���̻�Ƭ���ڣ��¶Ȳ��˹��ߣ������������̻�Ƭ�¶�̫�ߣ�����ճ������Ӵ���ȴ��ʱ�����²������������������������ȷ�����䣬ͨ����һ�����϶�������������������̻�Ƭ���ȣ�ͬʱ���ߺ����з���������������벿���·磬���ȷ���ʽ�Ͻ����н����Ϊ�·磬���¶ȳ�Ϊ�·��¶ȡ��·��¶ȶ�̻�Ƭ����̻��̶�������Ӱ�졣���ԣ���������������¶��趨���˹��ߣ��½�����������¶��趨���Ը�һЩ�������˳���200�棬�Լ��ٹ̻������̻��ٽ����ķֽ���������������������ѹ̻������ٽ����ֽ�������ɷִ��ߣ����ٷֽ��������������DZ����ֹ�ġ�
������̻�Ƭ�̻���ȡ���ں��������Ρ��½��Σ��¶ȼ����١�Ϊ�ȶ����������������������м���̻�Ƭ����ָ�곬���涨ֵʱ���õ����ٷ�����������̻�Ƭ�̻��ȡ�
������̻�Ƭ�̻��ȼ���RC%���һ���Ǽ�ϵģ����Ҳͬ�����ڵ���ʱ�䳤���˷ѽϴ������Ǽ��ʽ�ģ����μ���м䳤��1��2��Сʱ�������̵���������Dz�����ÿ�μ�����̫�٣����߳�ִ����ԣ��˹���⣬���ϴ��ȱ�ݡ���ˣ���������������������߰�̻�Ƭ����һ���ԱȽ���Ч�ķ�����
������ǰ�Ϻÿ��Ʒ�����Ӧ�ú�����̽������������װ���Ͻ�����ȴ��Ԫ��ߣ������ڰ�̻�Ƭ����������ɨ�衣������̽��������ֱ�Ӽ�����̻�Ƭ��λ��������ת��ΪRC%����Ҳ���Լ�����̻�Ƭ�̻��ȡ����̻��ȼ��ֵ�����趨ֵʱ��������Ὣ�źŷ������¶ȿ���������ʱ������Ӧ�����¶ȣ��ﵽ������ʾ����������Ŀ�ģ�ʹ������������һ����̬ƽ���У���Ʒ����һ���Եõ����ñ�֤��
�������ģ���̻�Ƭ�����������
������̻�Ƭ�����������ʹ�õIJ��˲�����������أ�Ҳ���Ͻ������ȡ���Һ������ء��Ͻ������䡢��ܼ���������������Ļ�����ʹ��̻�Ƭմ�Ϻڵ㡢���ʵȡ���Һ��մ�ۼ���������ϴ����ʱ���Լ�����̫��ʱ��Ҳ��ʹ��̻�Ƭմ�����ʡ�����Һ��������ʱ����̻�Ƭ�ϾͿ��ܳ������ۣ������˲��ϱ�����������Ⱦʱ�����꽺��Ҳ��������ۣ�����ˣ�������Ӧ���������Ͻ�������Һϵͳ��
������Ʒ��̻�Ƭ������Ʒ�ʿ���
������Ʒ��̻�Ƭ�Ǹ�ͭ����ҵ���������ܴ���ֲ�ͬ�ڸ�ͭ���һ���Ʒ���ڶ��ӡ�Ƶ�·������ʱ�����佫���ڲ��ճ����������Ʒ��̻�Ƭ���������̺Ͱ�̻�Ƭ��ͬ��ֻ�Ǽ���ָ������������Ʒ��̻�Ƭ�и��ߵ�Ʒ��Ҫ�ϳ��õ���Ʒ��̻�Ƭ��7628��2116��1080������Ʒ�֡�������PCB����������ߣ���������Ʒ���Ѳ��������Ⱦ��ȵ���Ҫ�����·����֬���ȷ���Ҫ����ˣ���Ʒ��̻�Ƭ��Ʒϵ�й���ͺŻ������ࡣ�������߹���ͺŲ��˲����ߡ��С�����֬�������ߡ��С�����֬������ϵ�в�Ʒ���ֽ�һЩ��ͭ�峧��Ʒ��̻�Ƭ����ָ��������7-3-2��ʾ��
����������������������7-3-2 ��Ʒ��̻�Ƭ����ָ��
����ͺ� |
RC% |
GT(s) |
RF% |
VC% |
�� |
�� |
�� |
�� |
�� |
�� |
�� |
�� |
�� |
104 |
|
74 |
|
200 |
160 |
130 |
|
52 |
|
<0.5 |
106 |
|
68 |
|
200 |
160 |
130 |
|
48 |
40 |
<0.5 |
1080 |
68 |
65 |
62 |
200 |
160 |
130 |
45 |
40 |
33 |
<0.5 |
2113 |
|
56 |
|
|
160 |
130 |
|
30 |
|
<0.5 |
2116 |
58 |
53 |
50 |
|
160 |
130 |
33 |
25 |
|
<0.5 |
1500 |
|
48 |
|
|
|
|
|
25 |
|
<0.5 |
7628 |
|
43 |
|
|
160 |
130 |
|
25 |
20 |
<0.5 |
7629 |
|
47 |
|
|
160 |
130 |
|
28 |
|
<0.5 |
7630 |
|
50 |
|
|
160 |
130 |
|
30 |
|
<0.5 |
����������Ʒ��̻�Ƭ����Ϊ��Ʒֱ�ӳ��۵ģ�������Ʒ�ʿ����ϱȰ�̻�ƬҪ��Ϊ�ϸ������������Ʒ�ʿ����ϡ������ۡ��ۺۡ�ȱ�������ȱ�ݣ��ڰ�̻�Ƭ��������ָ������Ȼ�Dz������ģ������ȱ�ݱȽ���ʱ���������Ϻ�ͭ���Ʒʱ����Щ�����������м��õ��ˡ�����Ϊ���ӡ�ư�����Ʒ��̻�Ƭ���Dz������ģ���Ϊ���PCB�����У������ೡ��ֻ��һ����Ʒ��̻�Ƭ���������۵�ȱ��ʱ����ȱ�ݾͽ����ѹ�ƵĶ������ȱ�ݶ���Ϊ��Ʒ����ˣ���Ϊ��Ʒ��Ӧ����Ʒ��̻�Ƭ�и���Ʒ��Ҫ��
����Ϊ��ʹ������������Ʒ��̻�Ƭ���ڳ�;���估���û�ʹ��ǰ��һ�������ڣ���Ʒ��̻�ƬӦ���ܱհ�װ������˫�谷�����Ժܴ�װ��Ӧ����ʪ����������������Ʒ��̻�Ƭ�����ڵ�Ӱ�������ˣ���Ʒ��̻�Ƭ��������������䶳�������ʪ�����������µ�ʪ���������ӻ�������֬�ľۺϣ��ӳ�������ʱ�䣬��ֹ������Ʒ��̻�Ƭ����ˮ�ݶ����¶�����ճ�����ļ������������ͻ���ԡ�г��ְװߡ����ݻ������������5�滷���£���Ʒ��̻�Ƭ������Ϊ6���£���23�棬RHС��50%�����£�������Ϊ3���¡������䶳�������������Ʒ��̻�Ƭȡ������ʱ��Ӧ����ʹ�û����¾������24��48Сʱ������ָ���ԭʼ״̬�ſ����ڶ����ѹ���ھ������ʱ���Ӧ���䱣���ܱհ�װ״̬������������¶����ɲ���Ӱ�졣��Ʒ��̻�Ƭ����ˮ�ݻ�Ӱ����֬�����ȼ��̻��ȡ���ʹ����������±�������ˮ��Ҳֻ���ٲ��ֿ��Ա������˵������ˮ�ݲ���Ϊ��������������Ϊ��ѧ����������ˮ�ݵ���Ʒ��̻�Ƭ�����Ȼ����ߣ�����Ϊˮ������һ�������ö��Ӵ�����֬�����ȡ�������ˮ��Ӱ������֬�̻������������ճ������ʹ��ѹ��Ʒ���ȳ�������½���ѹ��Ʒ�ױ߽ǼӴ��������࣬���ص�ѹ��Ʒ��ֲ㡣��ˣ����������û���Ӧ����Ʒ��̻�Ƭ�����ڵ��¡���ʪ�����£����ӳ���ʹ�������ͱ�֤��Ʒ������
����ʪ����������Ʒ��̻�Ƭ������ʱ��û��ʮ������Ӱ�죬������Թ�����ˮ������������֬�ٷ����ۺϷ�Ӧ�йأ�������Ʒ���٣����Կ����������Ե�GT�仯����˶��ڳ���������Ʒ��̻�Ƭ�������жϣ���Ӧ�����֬�����ȣ�RF%���ͻӷ��ﺬ����VC%��������ˮ�ݱض�ʹVC%�Ӵ�������ɲ�ѹ��Ʒ���ȳ�����½���Ӧ����ֹ��
��������PCB����㻯�����ͻ���չ���Ը߳ߴ��ȶ��Ը�ͭ��ͳ�������Ʒ��̻�Ƭ��������Ҳ��֮�������Ͱ�̻�Ƭ�����Ѷȴ���Ҫ�����õ��豸�����⣬�Ͻ���������ҲҪ����Ӧ�ı䡣����֮�⣬��֬�䷽����Ҳ���ɺ��ӡ�
|